
Witam
Lola kazała coś na blogu napisać, a Loli się nie odmawia…
Czas popatrzyć na film o Hartowaniu katany:
https://www.youtube.com/watch?v=MSRwpoJaEeQ
Na początek jednak trochę wiedzy.
Do produkcji tradycyjnych kling japońskich katan wykorzystywana jest stal Tomahagane (pomijam tu rozważania czy to stal, czy żelazo, to stop Żelaza z Węglem, tu nazywany stalą) – jest to stal o bardzo wysokiej czystości – bardzo trudno ja uzyskać w obecnie stosowanych przemysłowych procesach metalurgicznych. Proces otrzymywania stali Tomahagane, ostrza obkuwanego jest opisany w poniższym tekście, który ma już bardzo dużo lat, został przetłumaczony chyba dzięki uprzejmości Shirotatsu za czasów świetności forum www.reidojo.com/forum/:
Stal na klingę to dziwer, czyli Damast Skuwany. Często w jednej katanie występuje kilka gatunków stali różniących się znacznie średnią zawartością Węgla (choć są klingi z jednego typu stali – Maru). Pomimo użycia do produkcji stali o zawartości 1% Węgla, w gotowym wyrobie ilość Węgla spada znacznie: w „Tatsuoinoue” przyjęto, że do 0,65%. Jest to spowodowane odwęgleniem się stali podczas wielokrotnego wygrzewania do kucia.

Dla ułatwienia założenie, ze typ klingi na filmie to Kobuse, czyli miękki rdzeń i twarde okrycie.
Temperatura Austenityzacji dla:
- rdzenia miękkiego – stal Shingane 0,2% Węgla: to ponad 890 st. C (odpowiednik to stal C20),
- okładziny twardej – stal Kawagane lub Hagane min. 0,65% Węgla: to ok. 780-800 st. C (odpowiednik to stal N7E).
Nie da się pogodzić tej różnicy temperatur, Austenityzuje się w około 800 st. C, czyli z poprawnej temperatury Austenityzowania dla okładziny twardej Kawagane (Hagane). W temperaturze 800 st. C stal rdzenia (Shingane) znajduje się w polu ograniczonym punktami GPC na Wykresie Fe-Fe3C, czyli nie nastąpiła przemiana wszystkich składników stali w Austenit, pozostało część nieprzemienionego w Austenit Ferrytu.
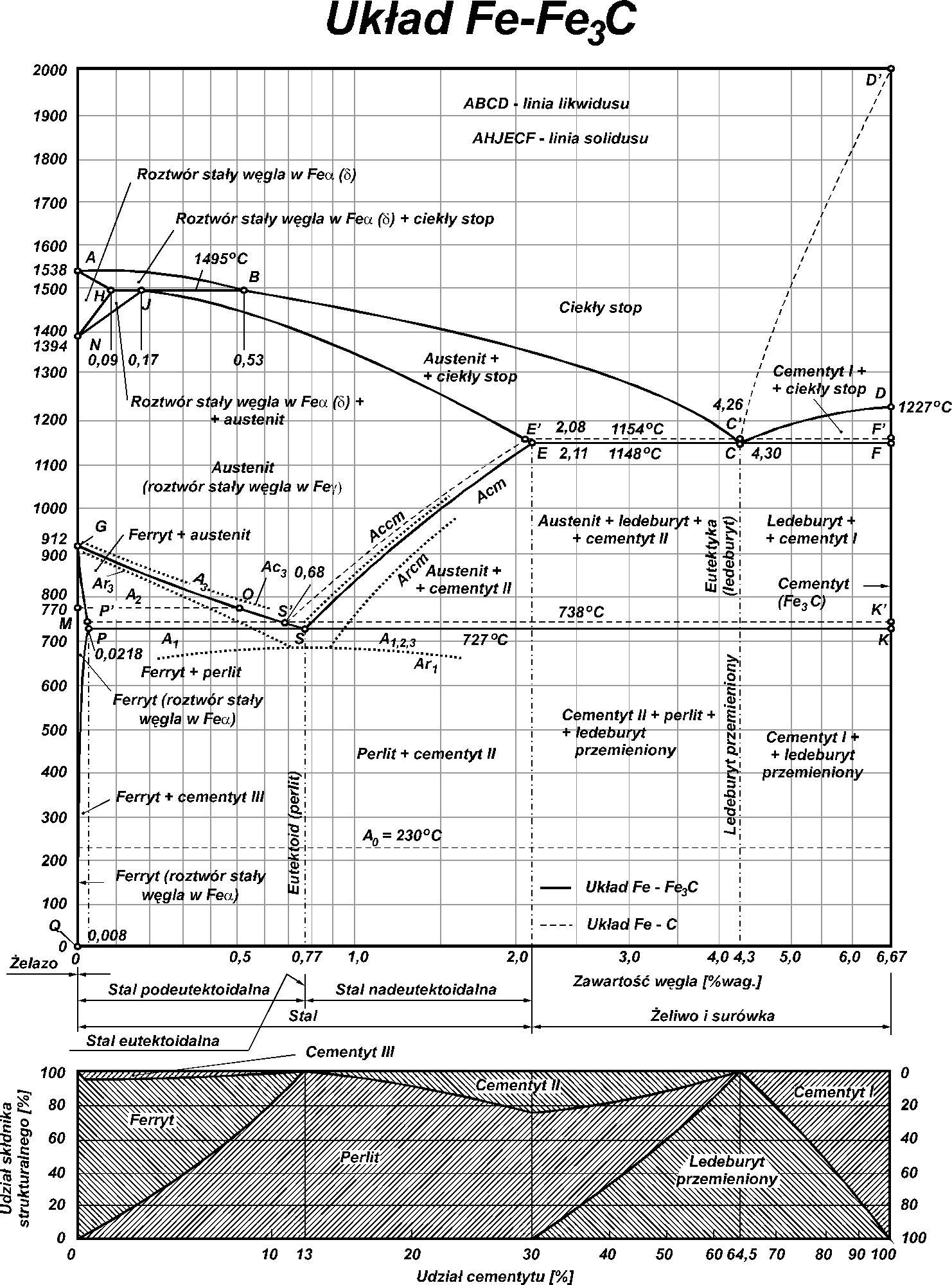
Zgodnie z PN_H_01200_1993 „Obróbka cieplna metali i stopów – Terminologia” taka obróbka stali Shingane (0,2% Węgla) nazywa się Wyżarzaniem Niezupełnym:
„4.7 Wyżarzanie Niezupełne – nagrzanie wsadu do temperatury pomiędzy Ac1 i Ac3 dla stali Podeutektoidalnych lub pomiędzy Ac1 i Accm dla stali Nadeutektoidalnych, wygrzanie w tej temperaturze i studzenie do temperatury poniżej Ar1 w celu całkowitego przekrystalizowania perlitu i częściowego przekrystalizowania ferrytu, (…)”.
Dla stali Kawagane lub Hagane wygrzanie w temperaturze (Austenityzacja) ok. 800 st. C i schłodzenie szybkie w wodzie to Hartowanie Martenzytyczne Zwykłe.
Ostrze do hartowania jest pokryte glinką, dla uproszczenia założenie, że dwoma grubościami: np. 0,2-0,3 i powyżej 0,6[mm], gdzie cieńsza warstwa jest na części bliżej ostrza.

A w rzeczywistości wygląda to często tak:

Temperatura początku przemiany Martenzytycznej (Ms – ok. 200 st. C ) i końca przemiany Martenzytycznej (Mf – ok. -15 st. C) dla stali Kawagane (Hagane) to temperatury w których zaczyna się i kończy przemiana Martenzytyczna. W stali Shingane nie następuje przemiana Martenzytyczna z uwagi na zbyt małą szybkość chłodzenia – znacznie obniżoną przez grubszą warstwę glinki na grzbiecie klingi.
Po Austenityzowaniu klingi można przyjąć, że cała stal pod glinką ma ok. 800 st. C:
- stal Shingane jest wygrzewana powyżej linii PS na Wykresie Fe-Fe3C,
- stal Kawagane lub Hagane jest wygrzewana powyżej linii GSK na Wykresie Fe-Fe3C.
Potrzebna będzie jeszcze objętość składników stali występujących na filmie:

Wracamy do filmu, siup do wody, film raz jeszcze by do góry nie sięgać co chwilę:
https://www.youtube.com/watch?v=MSRwpoJaEeQ
- 1 sekunda filmu – cała klinga ma 800 st. C, w stali Kawagane (Hagane) występuje Austenit, w stali Shingane występuje Austenit i Ferryt , klinga jest prosta, lub nieznacznie wygięta czubkiem do góry,
- 4 sekunda filmu – klinga cała zanurzona w wodzie:
- – stal Kawagane (Hagane) przy ostrzu, obklejona cieńszą warstwą glinki i o mniejszym przekroju ma temperaturę znacznie niższą od temperatury 800 st. C i wyższą od Mf, z uwagi na zmniejszenie się objętości stali przy ostrzu (z powodu obniżenia temperatury) nastąpił skurcz, wyginający klingę czubkiem w dół,
- – stale Shingane i Kawagane (Hagane) przy grzbiecie mają temperaturę wyższą niż stal przy ostrzu, z uwagi na zmniejszenie szybkości chłodzenia przez grubą warstwę glinki mają większą objętość właściwą niż stal przy ostrzu,
- 5 sekunda filmu – klinga cała zanurzona w wodzie:
- – stal Kawagane (Hagane) ma temperaturę poniżej Ms, rozpoczęła się przemiana Martenzytyczna, Austenit przemienia się w Martenzyt o większej objętości, przez co klinga jest wyginana czubkiem do góry
- – stale Shingane i Kawagane (Hagane) przy grzbiecie mają coraz niższą temperaturę, zaczyna się skurcz termiczny i przemiana Perlityczna (z Austenitu powstaje Perlit), co prawda Ferryt (w Perlicie) ma większą objętość niż Austenit, przemiana Perlityczna wygina klingę czubkiem w dół, skurcz termiczny wygina klingę czubkiem do góry, ale skurcz termiczny wygrywa (wspomagany przemianą Martenzytyczną stali Kawagane/Hagane, ponadto Ilość Perlitu powstałego z Austenitu jest niewielka w stali o zawartości 0,2% Węgla) i klinga zaczyna się prostować (czubek klingi do góry),
- 6-7 sekunda filmu – klinga zanurzona w wodzie, temperatura w klindze cały czas się obniża:
- – stal Kawagane (Hagane) ma temperaturę poniżej Ms, zwiększa się ilość powstałego Martenzytu (kosztem Austenitu), klinga wyginana się czubkiem w górę,
- – stale Shingane i Kawagane (Hagane) przy grzbiecie mają coraz niższą temperaturę, skończyła się przemiana Perlityczna, skurcz termiczny cały czas skraca grzbiet klingi.
Krzywizną (promieniem wygięcia) klingi można do pewnego stopnia sterować:
- wstępnym wygięciem klingi przed hartowaniem, czubkiem w dół lub w górę,
- ilością stali miękkiej,
- grubością warstwy glinki na grzbiecie katany.
Teraz pytanie jakie ktoś zada:
Dlaczego na filmie klinga katany jest taka ciemna, skoro ma przed zanurzeniem w wodę ma ok. 800 st. C, przecież powinna świecić, zgodnie z poniższym wzorem? Przecież na fotce powyżej jest piękna czerwona?
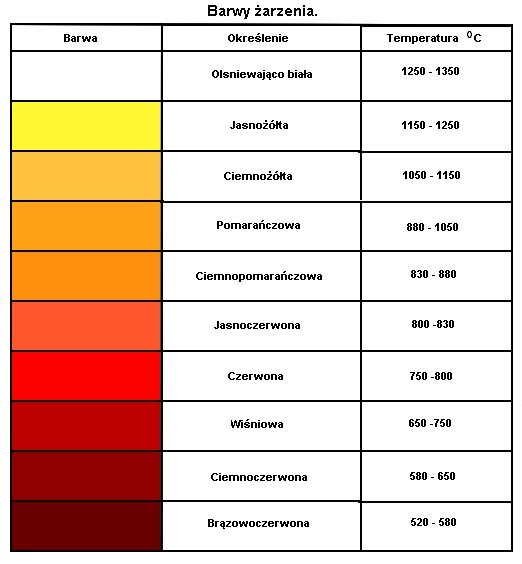

Film, nad którym się znęcałem, był kręcony przy bardzo dużej ilości światła, skoro widać w wodzie odpadające części glinki. Później do opublikowania film ma zmniejszona jasność by ładnie widać było klingę. Własnie dlatego nie hartuję się na kolory żarzenia stali („na oko”) w jasny dzień, tylko wieczorem lub w ciemnej kuźni/warsztacie. Ci którzy o tym nie pamiętają, popełniają podstawowy błąd, „oko ich oszukuje” i przegrzewają stal podczas Austenityzacji.
Literatura:
- www.shibuiswords.com/tatsuoinoue.htm
- www.sword-buyers-guide.com
- www.trzecinajemny.pl
- www.akochmanska.zut.edu.pl
- https://www.facebook.com/profile.php?id=100003566854392
- Luty: Poradnik Inżyniera. Obróbka cieplna stopów żelaza, WNT 1977
- M. Białecki: Charakterystyki stali, Seria F, Tom I, „Śląsk” 1987