

Poproszono mnie o komentarz na temat obróbki cieplnej, jaka miała miejsce w tym odcinku.
W części pierwszej Panowie: JOE, RICH, MATT, BILLY otrzymali płaskownik stali wysokowęglowej wraz z zadaniem wykonanie z tego nożyka. Przyjmę, że jest to stal klasy AISI 1095 (PN N9E) lub AISI O1(PN NMWV), czyli stal nadeutektoidalna.
Obecnie jakość stali narzędziowej wysokowęglowej opuszczającej hutę jest na tyle wysoka, że nie trzeba kuć tej stali. Stal kuta (przez rzemieślnika) najczęściej nie jest lepsza niż ta prosto z huty, tyczy to się w szczególności stali narzędziowych wysokowęglowych.
Problemy na jakie można napotkać podczas kucia stali nadeutektoidlanych pozwoliłem sobie opisać tutaj: http://blog.melontools.com/obrobka_cieplna/kucie_stali_nadeutektoidalnych/ .
Tak więc na miejscu uczestników tej imprezy nie kułbym wcale tej stali, tylko kształt nadałbym obróbką skrawaniem (szlifowanie, piłowanie).
Ale samo szlifowanie nie wygląda tak efektownie jak ogień, więc Panowie kuć zaczęli.
JOE
8:51 Piłowanie pilnikiem stalowym odkutej stali: jest możliwe, jeśli stal jest niehartowna lub źle hartowana.

RICH
8:03 Kucie płaskownika w zbyt niskiej temperaturze. Dlaczego nie wolno kuć w zbyt niskiej temperaturze? Bo wtedy wydziela się po granicach ziarn siatka węglików nadeutektoidalnych, bardzo obniżająca ciągliwość stali (udarność) i jest ją bardzo trudno usunąć podczas późniejszej obróbki. Stali nadeutektoidalnych nie wolno kuc poniżej temperatury 850 st. C.
11:06 Piłowanie pilnikiem stalowym odkutej stali: jest możliwe, jeśli stal jest niehartowna lub źle hartowana.
MATT
7:55 Prawdopodobnie hartował: nie wyciąga się klingi podczas oziębiania w oleju. Oczywiście, zaraz ktoś sobie przypomni o cudownych sposobach: odpuszczania ciepłem wewnętrznym, hartowania przerywanego itd. Mimo wszystko będę twierdził: wsadziłeś stal nagrzaną do hartowania w olej? To trzymasz w oleju, aż temperatura detalu nie osiągnie temperatury oleju! Później wyciągasz, prostujesz, dochładzasz, odpuszczasz. 
BILLY
5:41 Kucie rękojeści: po co, jeśli się da: to szlifuj! Im więcej cykli grzania, złego kucia, tym większe prawdopodobieństwo popsucia stali i uwrażliwienia klingi na pęknięcia!
8:57 Piłowanie pilnikiem stalowym odkutej stali: jest możliwe, jeśli stal jest niehartowna lub źle hartowana. 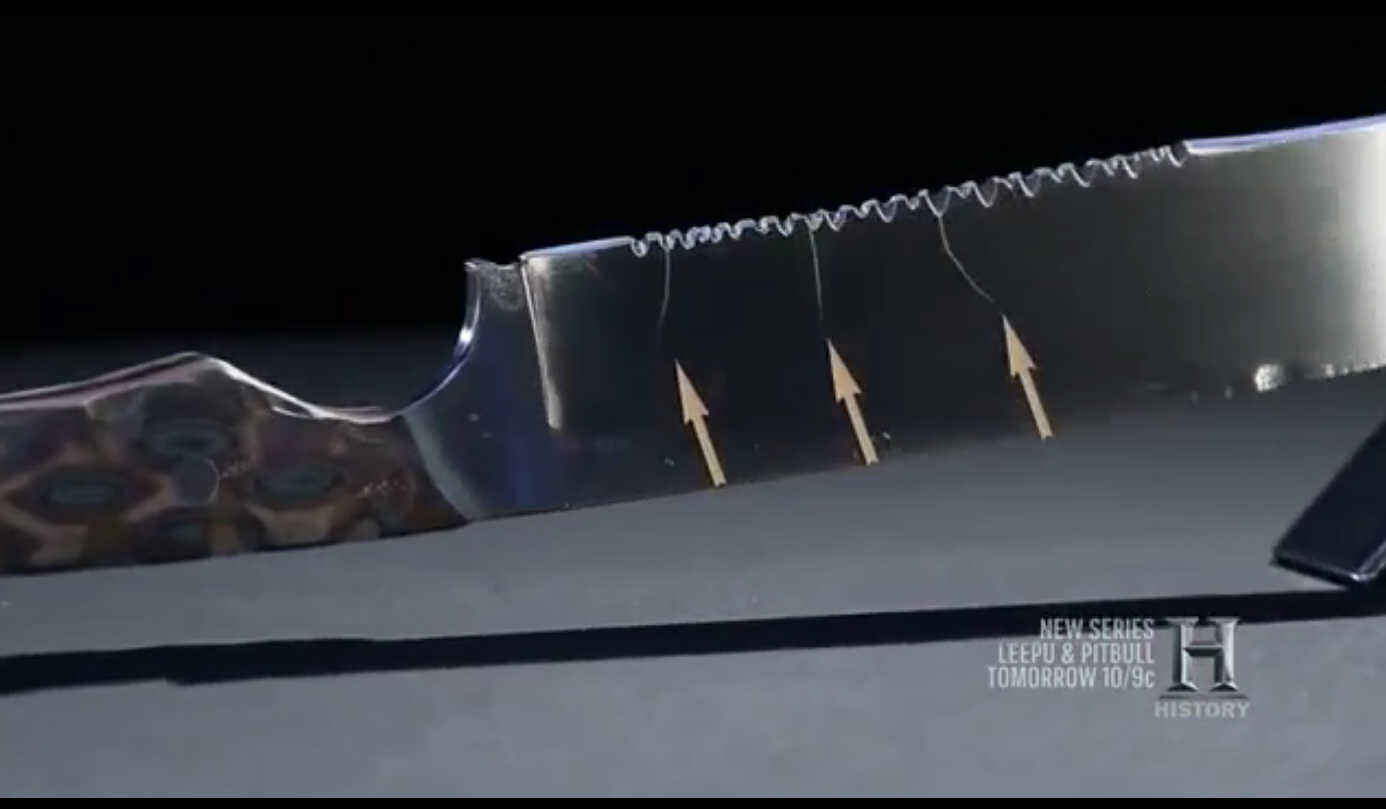
Dlaczego pojawiły się pęknięcia: błędy kucia, złe hartowania, prawdopodobnie brak odpuszczania. Ale najpewniej próba prostowania hartowanej kligi którą „rzuciło” (wygięło) podczas hartowania. Oczywiście pęknięcia zarodkowały w dołkach ząbków: pęknięcia zawsze zarodkują na karbach, a takim karbem jest właśnie tego typu nacięcie w klindze..
Do wszystkich uczestników:
Przyjmuję, że wszyscy uczestnicy hartowali swoje ostrza.
– zbyt mocne oświetlenie sali widowiskowej nie sprzyja ocenie temperatury stali na podstawie barw żarzenia, tak więc jakość kucia i hartowania „na oko”, pozwolę sobie ocenić dość nisko,
– nie pokazano odpuszczania ostrza (możliwość odpuszczania była, można tak wyregulować piec gazowy, by w komorze panowała niższa temperatura),

– szlifowanie hartowanej klingi bardzo agresywnie: mocne dociskanie podczas szlifowania hartowanej klingi powoduje nagrzanie się ponowne powierzchniowych warstw stali (niekontrolowane odpuszczanie) do wysokich temperatur oraz powtórne zahartowanie (bo szlifują dalej, aż stal zaczyna „świecić”) powierzchniowych warstw stali. Problem ten często występuje podczas szlifowania i jest sprawcą tzw. siatki pęknięć szlifierskich,
– klepanie stali: ktoś kiedyś napisał „stal kuje się szybko i mocno: JEB, JEB, JEB”. Poklepywać to można różyczkę na ogrodzenie kute, stale narzędziowe kuje się szybko, z dużymi gniotami, ciężkimi młotami, z jak najmniejszą ilością grzań. Uczestnicy używali małych młoteczków, klepali na kowadle!
Cięcie liny: pomysł cięcia liny ostrzem zębatym jest co najmniej kontrowersyjny, ale nie mnie oceniać. Natomiast skoro był taki warunek, należy wykonać jak największą ilość mikroskopijnych małych ząbków: stąd nóż o największych zębach najmniej uchechłał liny (RICH). Nie był pokazany proces hartowania i odpuszczania, nie mogę więc oceniać czy dobrze była zrobiona obróbka cieplna, ale żaden nóż nie przeciął liny przy cięciu trzykrotnym. Jeśli przyjąć, że wszystkie były ostre (każdy coś tam uchechłał) to brak przecięcia naprężonej liny można tłumaczyć szybkim tępieniem się noży.
Wykonanie katany:
Ponownie uczestnicy mieli do dyspozycji płaskownik stali narzędziowej z huty.
Ponownie bym wykonał klingę samą obróbką skrawaniem, następnie zahartował, mniejsze prawdopodobieństwo popsucia stali.
MATT
30:20 Pomocnik w postaci młota mechanicznego to majątek! Widać „JEB, JEB, JEB”, widać jak się stal odkształca! Tak powinna być kuta stal narzędziowa.
30:25 Nie ma klepania! Widać, że człowiek wkłada trochę siły w kucie ręczne.
31:50 Uczestnik nie bawił się w robienie hamonu, hartowanie po „japońsku”. Proces nagrzewania klingi odbywał się w piecu solnym, pionowym. 
Piec solny daje bardzo równomierny rozkład temperatury w komorze, pozwala na bardzo dokładną regulację tejże temperatury, ALE jest bardziej niebezpieczny w obsłudze!
Piec pionowy nie wprowadza dodatkowych naprężeń w klindze podczas grzania, mniej się kliga wygina podczas hartowania. Jest lepszym rozwiązaniem przy grzaniu długich i wiotkich detali.
Ewentualną krzywiznę klingi nadano przed hartowaniem, nikt tu się nie bawił w nakładanie glinki.
RICH
30:01 Klepanie płaskownika!
30:06 Klepanie zimnego płaskownika!
30:45 Woda brudna! Do hartowania należy używać wody czystej, jak mętnieje ciecz – wymień na świeżą! 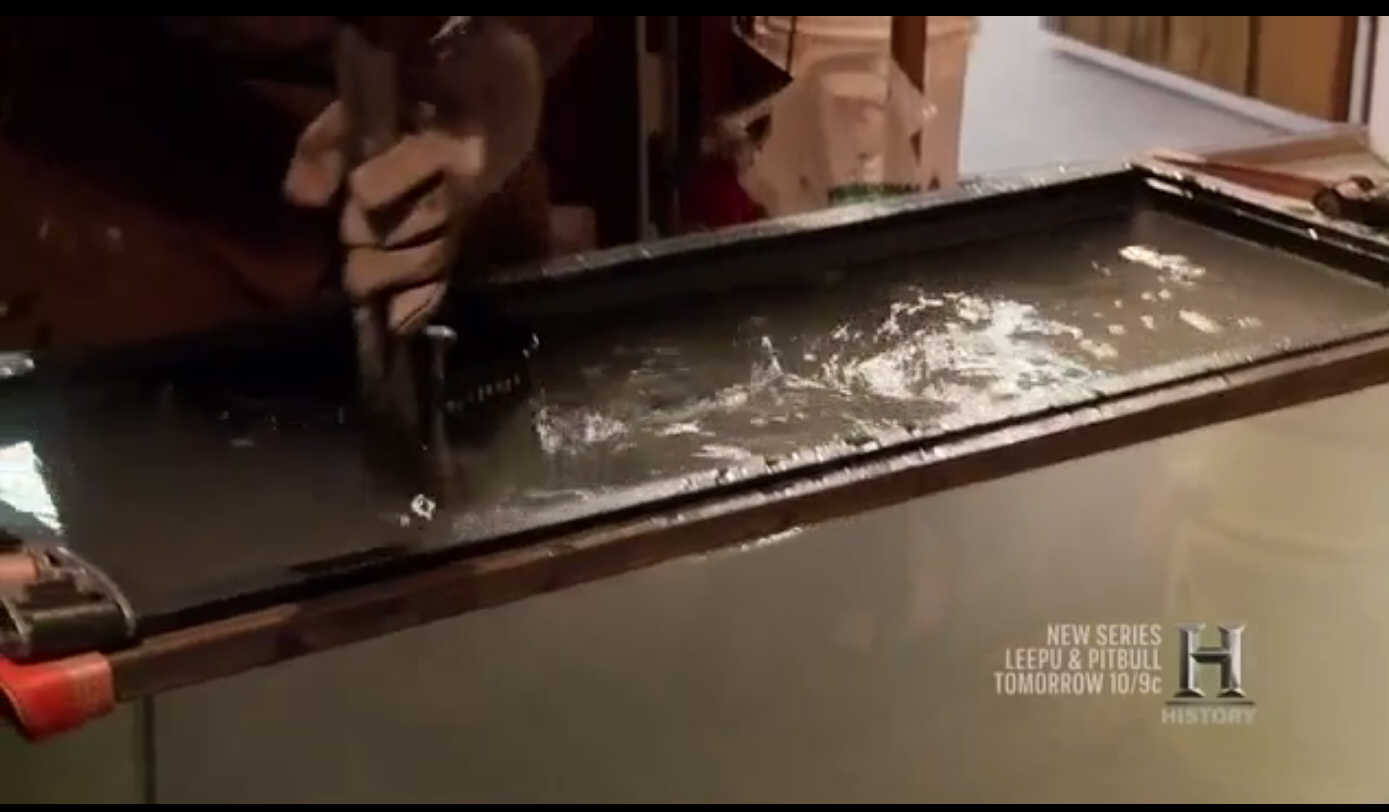
30:52 PRAWDOPODOBNIE woda do hartowania jest podgrzewana. I tak ma być. Woda jest dość kapryśnym chłodziwem hartowniczym, woda z Warszawy i woda święcona z Częstochowy są całkowicie innymi chłodziwami hartowniczymi, o różnych własnościach. Dlatego do hartowania (skoro już musi być woda) należy używać roztworu 5% NaCl w wodzie destylowanej, odgrzanego do temperatury 60-70O C. Takie chłodziwo szybko schłodzi stal, a jego wysoka temperatura zmniejszy wrażliwość stali na pękanie.
31:06 Uczestnik postanowił uzyskać krzywiznę klingi podobnie jak to robili dawni kowale japońscy, z zamiarem uzyskania hamonu na klindze. Dlaczego wygięło klingę w wodzie wyjaśniłem tu: http://blog.melontools.com/obrobka_cieplna/hartowanie_katany/. Czyli z prostej kligi po hartowaniu otrzymał krzywą klingę! 
Ale dlaczego pękło? Według mnie błędy podczas kucia (klepanie młoteczkiem, za małe gnioty, kucie w złym zakresie temperatur), oraz brak (nie pokazano na filmie):
– obróbki cieplnej mającej na celu zmniejszenie wielkości ziarn rozrośniętych podczas i po kuciu,
– odprężenia stali przed hartowaniem.
Ale po co dodatkowo zużywać energię na jakieś fanaberie odprężające? Opisałem to tu: http://blog.melontools.com/obrobka_cieplna/odprezanie_zmiekczanie/, ponadto zmniejszenie skłonności do pękania i deformacji stali podczas hartowania to bardzo dobry powód dodatkowego wydatkowania energii.
Do wszystkich uczestników:
– ponownie nie pokazano odpuszczania kling. Odpuszcza się ZAWSZE stal po hartowaniu (są wyjątki, ale normalny człowiek się nie potknie w całym swym życiu o nie),
– test cięcia rybek czy żelatyny balistycznej przejdzie resor szlifowany, niehartowany, zdjęty z samochodu ŻUK! żadne wyzwanie,
– strzelanie w klingę? Widowiskowe, ale jeśli to pocisk bezpłaszczowy ołowiany (prawie na pewno) ten test przejdzie także szlifowany płaskownik z resora, czy nóż kuchenny Victorinoxa.