
W części pierwszej panowie: JAMES, JOHNATAN, RYU, PHIL otrzymali dość dużą sprężynę zwijaną, jak materiał wejściowy do wyprodukowania nożyka. Sprężyny o takim przekroju z reguły wykonuje się z stali sprężynowej, klasy 50HS, 50HF wg PN.
Mając wiedzę, z jakiej grupy stali jest wykonany dany detal, można dobrać temperatury obróbki plastycznej stali, a także temperatury BARDZO PRZYBLIŻONE hartowania i odpuszczania.
JAMES

5:50 Brawo, najlepszym pomocnikiem kowala jest ktoś o większej sile. Młotek mechaniczny czy prasa to wspaniały pomocnik, silny i się nie męczy.
10:45 Wielekrotne grzanie detalu, bez kontrolowania temperatury, bez kontrolowanego chłodzenia to proszenie się o rozrost ziarn i niewielką udarność narzędzia. I pęknięte narzędzie.
JOHNATAN

5:45 Klepanie młotkiem tak duzego przekroju to słaby pomysł. I do tego wielokrotne grzanie.

9:55 Pęka niehartowany! blank noża. Wielekrotne grzanie detalu, bez kontrolowania temperatury, bez kontrolowanego chłodzenia, bez obróbki plastycznej/lub uzywanie zbyt małych gniotów to proszenie się o rozrost ziarna i niewielką udarność narzędzia.
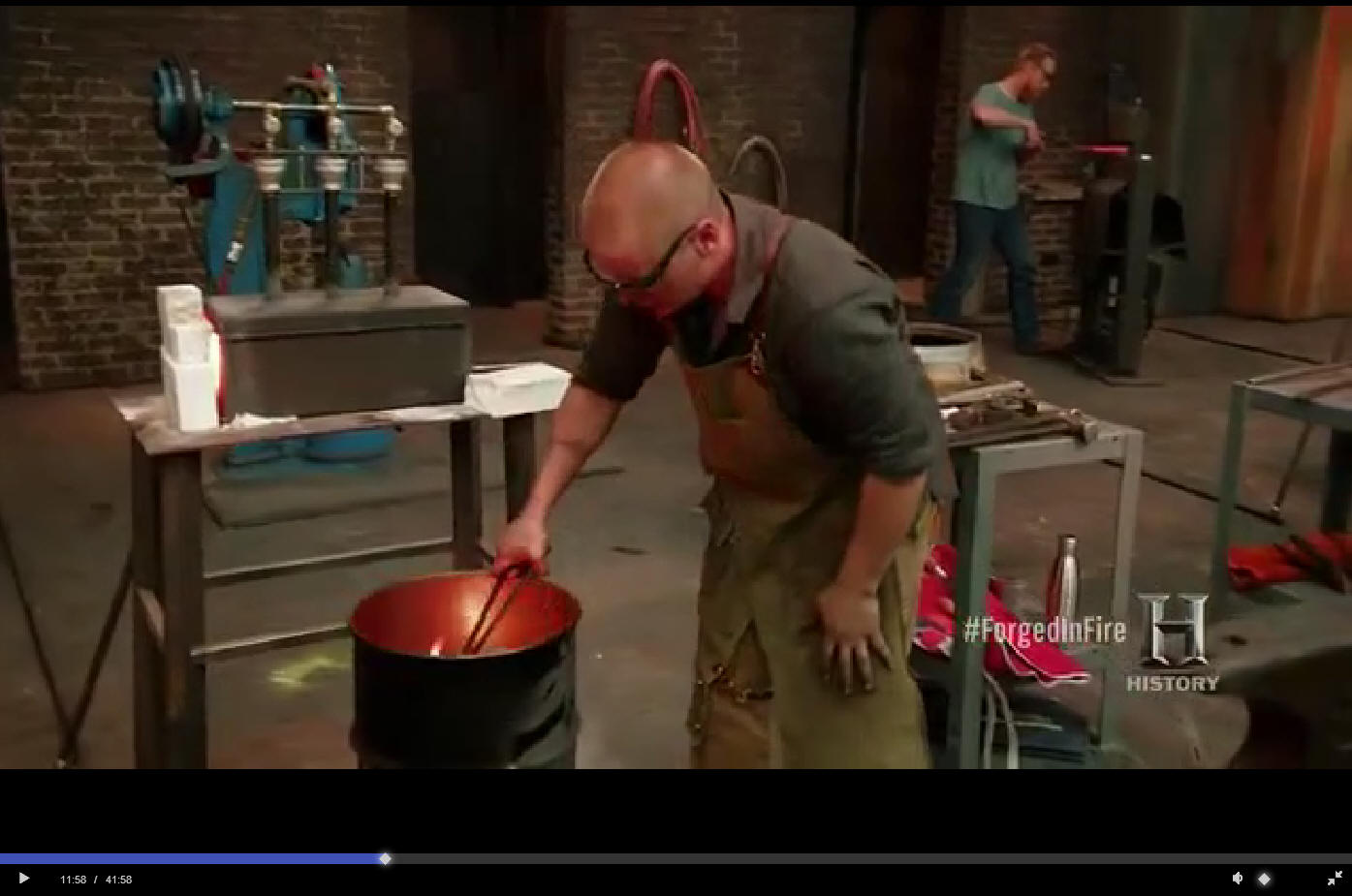
11.58 Stale spręzynowe najczęściej hartowane są w oleju. Zanurzasz detal do oleju, czekasz aż ostygnie. Pięknie.
RYU

5:27 Okazuje się, że klepanie młotkkiem tak dużego przekroju to słaby pomysł.

6:52 Wielokrotne grzanie detalu, bez kontrolowania temperatury, bez kontrolowanego chłodzenia, bez obróbki plastycznej to proszenie się o rozrost ziarna i niewielką udarność narzędzia.

11:53 Piłowanie pilnikiem. Niestety piłować pilnikiem też trzeba umieć. Długie, spokojne pociągnięcia, bez kołysania pilnikiem. najlepiej Nucąc: „Lulajrze jezuniu” to podstawa przy piłowaniu pilnikiem. A tu całkowita odwrotność, tak piłować pilnikiem nie należy.

12:17 Stale spręzynowe najczęściej hartowane są w oleju. Zanurzasz detal do oleju, czekasz, aż ostygnie. Tu całkowita odwrotnośc, proszenie się o wypadek i pożar.
PHIL

11:35 Stale spręzynowe najczęściej hartowane są w oleju. Zanurzasz detal do oleju, czekasz aż ostygnie. Pięknie.
Przyjmuję, że wszyscy uczestnicy hartowali swoje ostrza.
– Jeśli jest czas, poddając recyklingowi detal stalowy, zawsze dobrze jest go wstępnie odpuścić,
– zbyt mocne oświetlenie sali widowiskowej nie sprzyja ocenie temperatury stali na podstawie barw żarzenia, tak więc jakość kucia i hartowania „na oko”, pozwolę sobie ocenić dość nisko,
– klepanie stali: ktoś kiedyś napisał „stal kuje się szybko i mocno: JEB, JEB, JEB”. Poklepywać to można różyczkę na ogrodzenie kute, stale narzędziowe kuje się szybko, z dużymi gniotami, ciężkimi młotami, z jak najmniejszą ilością grzań. Uczestnicy używali małych młoteczków, klepali na kowadle! Fakt, mieli ciężki orzech do zgryzienia, tfu, grubą spręzynę do rozkucia. Ale to nie ja określiłem siebie jaki wieloletni FulMaker od stali, z takim doświadczeniem mozna chyba wymagać odrobinę doświadczenia?
– nie pokazano odpuszczania ostrza (możliwość odpuszczania była, można tak wyregulować piec gazowy, by w komorze panowała niższa temperatura),
– co prawda stale sprężynowe są uznawane przez kowali za niewymagajacy materiał do kucia, jednak okazuje się, że pospiech i złe oświetlenie to źli doradcy kowala.
Kucie w domu:
JOHNATAN
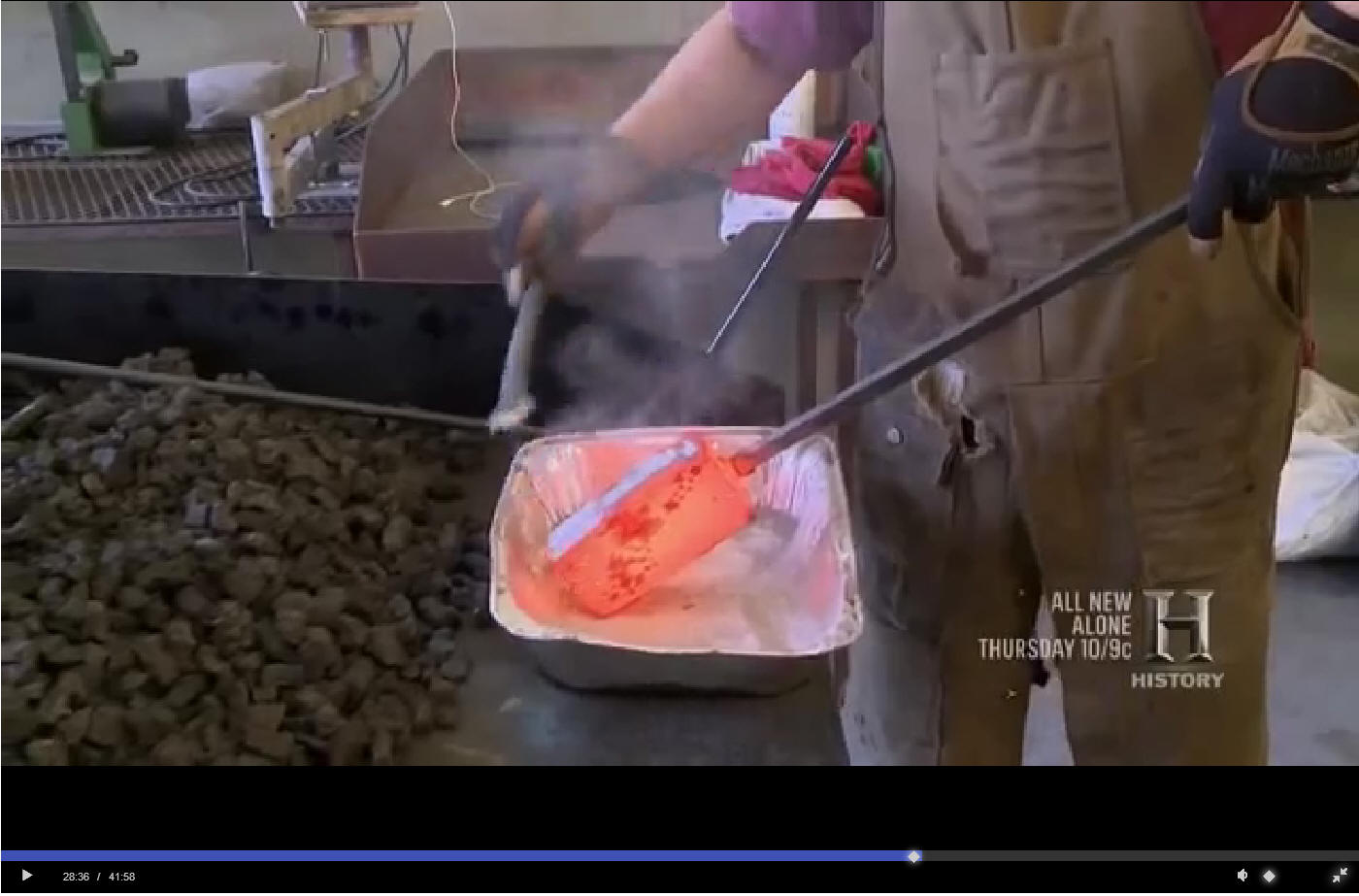
28:38 Zdecydował się na wykonanie toporka z damastu. By skuć ze sobą stal sposobem kowalskim potrzeba duuużo boraksu.
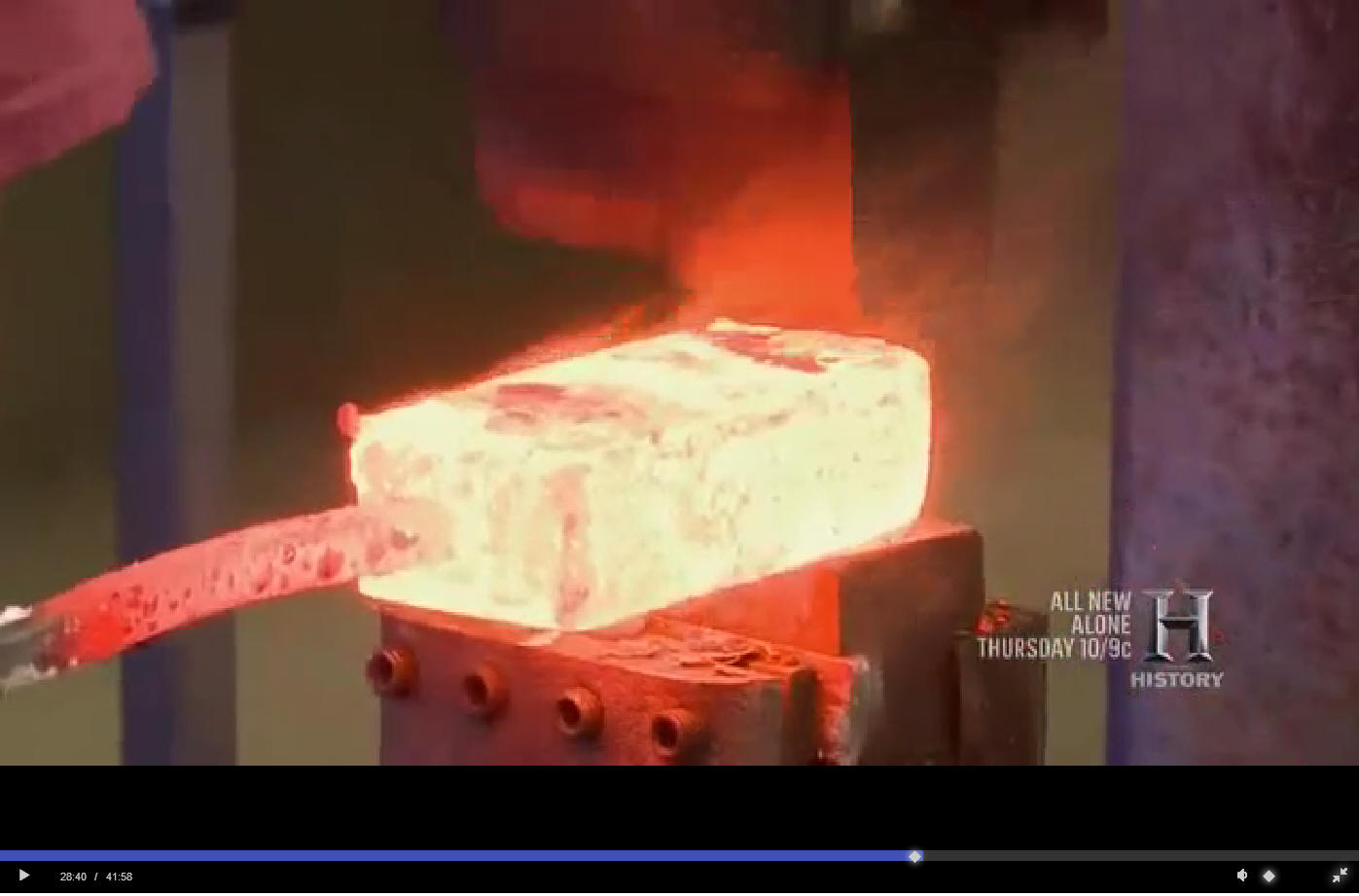
28:40 Pomocnik najlepszym przyjacielem kowala, nigdy się nie męczy! Dobrze.
RYU

29:32 Wielokrotnie udowadniał, że ma gdzieś swoje zdrowie, ciecie szlifierką katową bez osłony i z urwanym dodatkowym uchwytem tylko to potwierdza.
W sumie nudno się robi, te same błedy cały czas, nawet na „łatwych stalach” uczestnicy się łamią/ tfu, noże przez nich odkute pekają.