
Stal NC11LV częśc druga. Standardowa obróbka cieplna.
Skład chemiczny:
- 1,5-1,6%Węgla,
- 11-12%Chromu,
- 0,6-0,8%Molibdenu,
- 0,8-1,1%Wanadu.
„Obróbka cieplna tej stali jest banalna”:
„Hartowanie temp. 960 – 1030 ° C – olej / powietrze, Odpuszczanie temp. 220 – 550 ° C, w stanie ulepszonym 60 HRC.”
Na początek twardość. W stalach niestopowych (węglowych) klasy N10E można po Hartowaniu uzyskać twardość powyżej 65HRC, jednak okazuje się, że bardziej odporna na ścieranie może być stal np. NC6 o twardości 60HRC. Owszem wysoka twardość jest potrzebna, ale jeszcze ważniejsze czasem jest, by mieć twarde Węgliki stopowe (o większej twardości niż Cementyt Fe3C). Tak powstały stale stopowe, które po Hartowaniu mają czesto niższe twardości niż stale niestopowe, ale mają większą odporność na ścieranie. Równie ważne jest: jakie to Węgliki stopowe występują w danej stali, jaka jest ich wielkość. Tak powstały stale Szybkotnace (High Speed Steel) utwardzane twardymi Węglikami M2C i MC (o wiele twardszymi niż Cementyt Fe3C), bardzo małymi (niewidocznymi pod mikroskopem optycznym) – bardzo odporne na ścieranie konwencjonalne stale stopowe. Tak też powstał protoplasta stali NC11LV: stal NCWV (1,8-2,1% Węgla, 11-13% Chromu, 1-1,5% Wolframu, 0,15-0,3% Wanadu) i NC11 (X210Cr12 o zawartości 1,9-2,2% Węgla, 11-13% Cr). Jednak okazało się, że więcej Węgla, składników stopowych nie zawsze znaczy lepiej, dzięki temu piszę dziś o stali NC11LV o ograniczonej zawartości Węgla w porównaniu z protoplastami. Ale o lepszych własnościach niż protoplaści.
Reasumując: projektując narzędzie, które ma mieć większą odporność na ścieranie nie wystarczy tylko dobrać stal hartującą się na np. 60HRC. Ważnym okazuje się jakie Węgliki utwardzają tą stal, jak są rozmieszczone. Bardzo ważne jest też jak stal wybrana bedzie obrabiana cieplnie. Stąd np. taka popularność uniwersalnych wierteł do metalu ze stali szybkotnącej (HSS), trudno jest zrobić wiertła lepsze ze stali.
Wracamy do SEMI STAINLESS stali NC11LV i jej Hartowania: tą gasimy tylko w Oleju! Dlaczego? Zapraszam tu, pozwoliłem sobie opisać dlaczego: http://blog.melontools.com/obrobka_cieplna/nierdzewnosc_nc11lv/
Stal NC11LV jest lubiana stalą przez hartowników, bo „trudno ja popsuć”. W ICH MNIEMANIU, ale jednak czasem da się popsuć. Tzn. jeśli za „dobre hartowanie” przyjmujemy takie, po którym uzyskujemy odpowiednią twardość, ok. 60HRC to stal nie do popsucia. Co bez trudu da się uzyskać, stąd też prawie każde Hartowanie stali NC11LV jest „udane”, w mniemaniu niektórych hartowników.
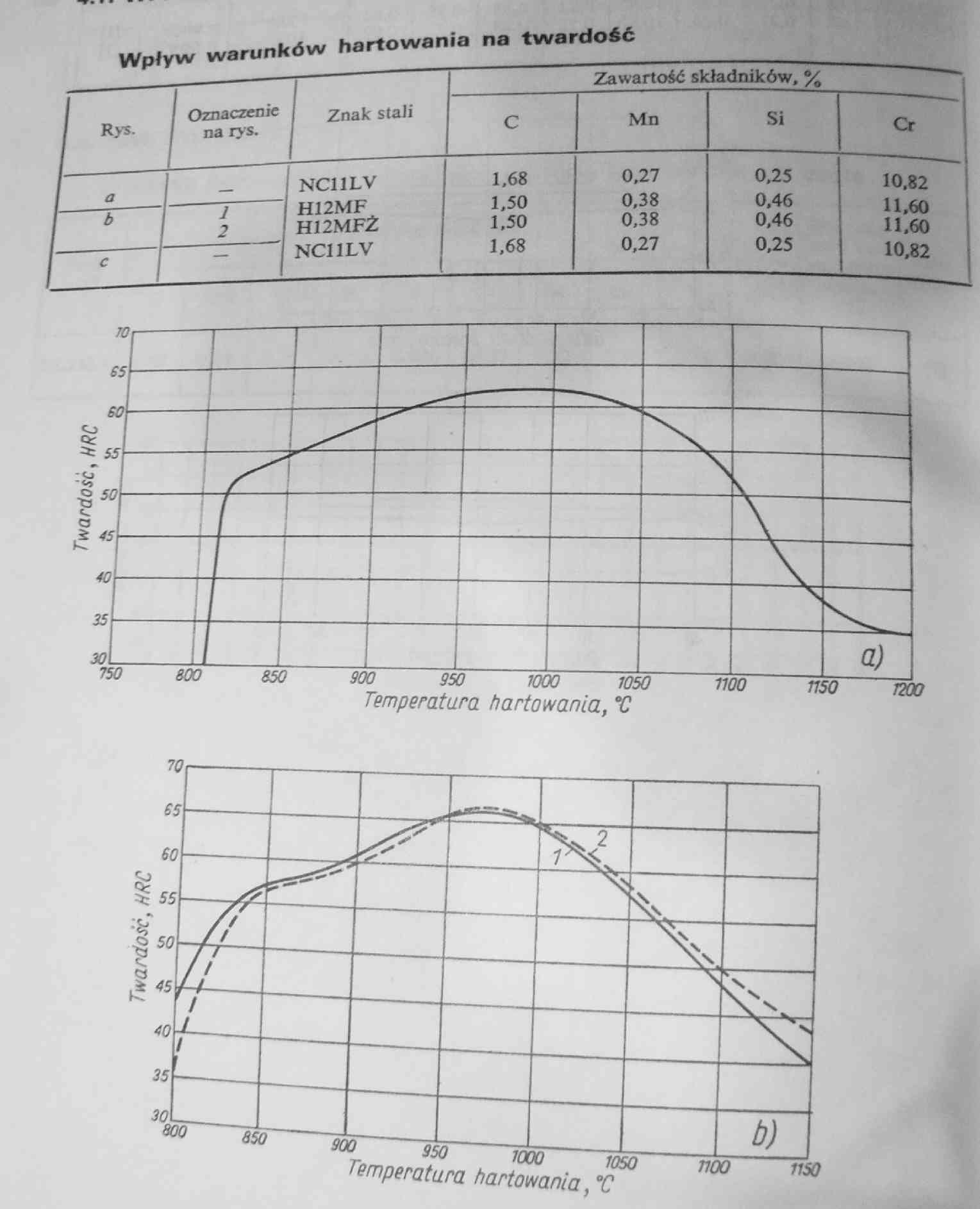
Jak widać można: Hartujemy z 950, czy z 1050 st. C warunek spełniony. Czyli nawet jeśli pomiar temperatury w piecu hartowniczym słabuje, oszukując np. o 50 st. C, hartowanie jest udane.
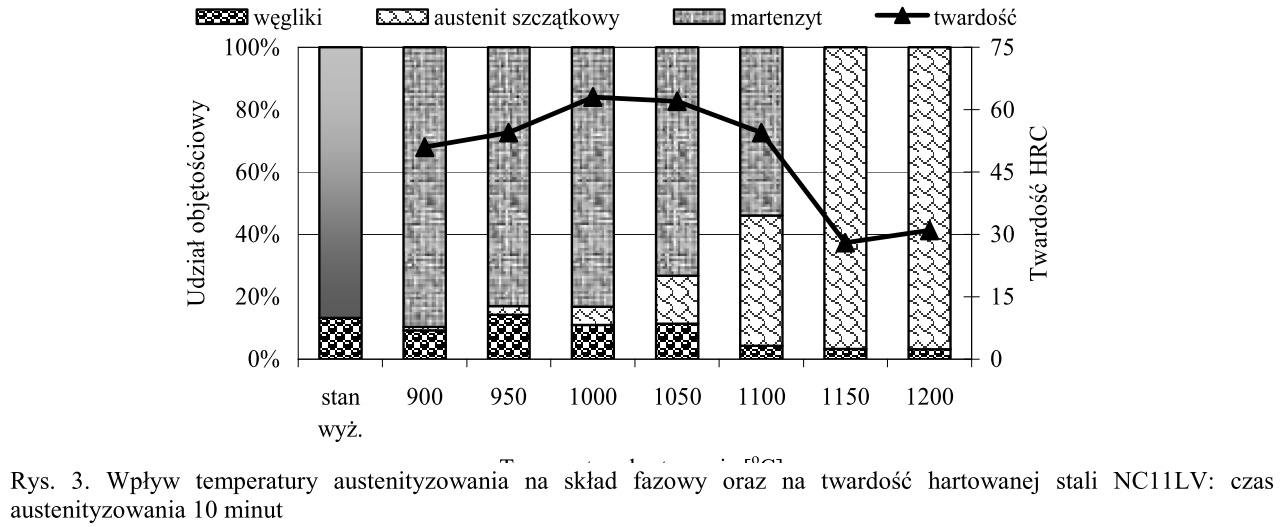
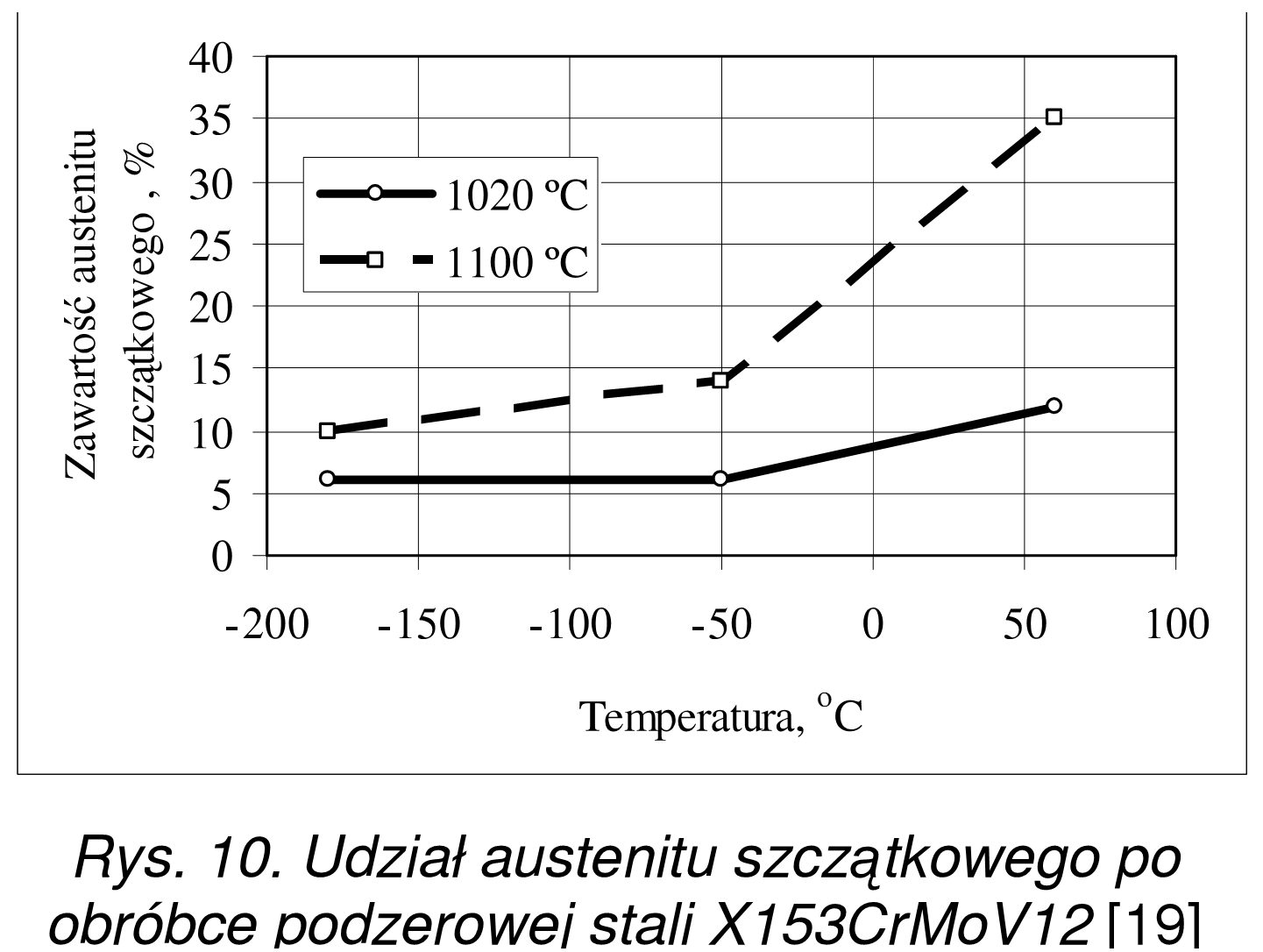
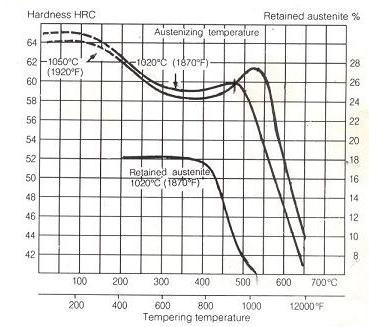
Dlaczego tak się dzieje? Wraz ze wzrostem temperatury Hartowania wzrasta ilość Austenitu Szczątkowego (bardzo miękkiego), który obniża ogólna twardość Hartowanej stali. Jednocześnie wraz ze wzrostem temperatury Hartowania wzrasta ilość rozpuszczonych Węglików w Roztworze Stałym stali, wzrasta twardość Martenzytu dzięki czemu wzrasta ogólna twardość stali. ALE tylko do pewnej temperatury, powyżej której jest tak dużo miękkiego Austenitu Szczątkowego, że ogólna twardość Hartowanej stali spada.(ok. 1000-1050 st. C na powyższym rysunku).
Teraz trochę powieje wiedzą: w stalach narzędziowych średnio i wysoko stopowych (NC11LV to stal wysokostopowa) nie występują „czyste” Węgliki (w odróżnieniu od stali niestopowych, tam w większości występuje „czysty” Cementyt Fe3C) danego pierwiastka (Węgliki Żelaza, Chromu, Wolframu, Wanadu). Węgliki występują jako mieszaniny Węgla i pierwiastków metalicznych. W stali NC11LV mogą występować Węgliki:
- Fe3C potrafi rozpuścić w sobie ok 17%Cr,
- Cr7C3 może w sobie rozpuścić ok. 50%Fe,
- Cr23C6 może rozpuścić w sobie ok. 30%Fe.
W stali NC11LV podstawowym węglikiem jest Węglik M7C3 (czyli Cr7C3 z domieszkami), w Zmiękczonej stali jest go ok. 16%, rozpuszcza w sobie 44%Cr, 4,5% Mo, 4,5% V, 9,4% C. W stanie po Austenityzowaniu w 1200 st. C (Austenityzacja dwie minuty, temperatura ta jest o wiele wyższa niż zalecana wszędzie!) zawartość węglików spada do 5%.
ALE Zawartość Chromu w roztworze stałym (osnowie) wzrosła z 3%(stal Zmiękczona!) do 10,1% (stal Hartowana z 1200 st. C). Czyli stal NC11LV od bidy łapie się na definicję stali nierdzewnej wg PN, ale nie wg mnie. Wytłumaczyłem to w pierwszej części powiastki o tej stali. To takie nawiązanie do braku SEMI STAINLES-owności tej stali.
Nie proponuję tej stali NC11LV Austenityzować (nagrzewać przed Hartowaniem) w 1200 st. C, bo zrobimy broń odłamkową: ziarna w stali tak wygrzanej tak się rozrosną, że stal rozsypie się na kawałki przy uderzeniu młotkiem. Za maksymalną temperaturę Austenityzowania dla tej stali NC11LV proponuję przyjąć 1100 st. C. Czyli popularna N11LV nigdy nie osiągnie tych magicznych 10,5% Chromu w roztworze stałym.
Czas Austenityzacja jaki dla tej stali? Okazuje się, że dalej pełna dowolność obowiązuje, stal jest wielce odporna na źle mierzony czas. Dla zalecanych temperatur (950-1050 st. C) Austenityzacji czas może się zawierać miedzy 10-40 minut bez zauważalnego wpływu na rozrost ziarn.
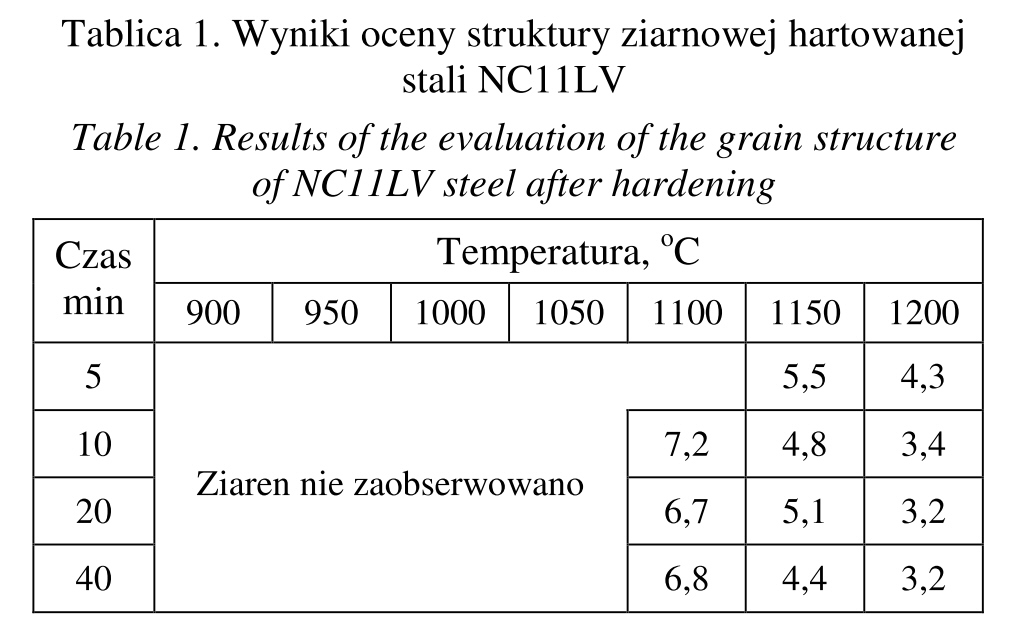
Czas Austenityzowania tej stali proponuję przyjąć 10-20 minut, jest wystarczający by rozpuścić odpowiednią ilość węglików i uzyskać odpowiednią twardość po Hartowaniu.
Wielu ludzi słyszało o tzw. Wymrażaniu stali po Hartowaniu, wiadomo po co: by stal była lepsza. Nie wnikając zbytnio w procesy jakie się dzieją podczas takowego mrożenia stali, wystarczy wiedzieć, że Wymrażanie to tak naprawdę dalsze Hartowanie stali, pomaga przemienić się Austenitowi Szczątkowemu (pozostałemu po gaszeniu w oleju) w Martenzyt. Dzięki temu stal po Wymrożeniu ma twardość większą od stali bez Wymrażania, najczęściej o max. 2HRC. Tylko by takowe Wymrażanie zadziało potrzebny jest Austenit Szczątkowy(!), im więcej tym lepiej. Wymrażanie stali NC11LV Austenityzowanej poniżej 1000 st. C nie ma sensu z dwóch powodów:
- ilość Austenitu Szczątkowego, jaki może się przemienić, jest za mała by był zauważalny wzrost twardosci,
- temperatura Mf (Martenzyt Finish czyli koniec przemiany Martenzytycznej) dla stali NC11LV jest powyżej zera; Mf = MS + 215 st. C (wzór ten obowiącuej dla kazdej stali, z dokładnością +/-15 st. C)
Jak widać wraz z obniżaniem Temperatury Austenityzowania temperatura MS podwyższa się. Ze wzrostem Temperatury Austenityzowania temperatura MS obniża się (jednocześnie rośnie ilość Austenitu Szczątkowego w Hartowanej stali – w temperaturze pokojowej) i Wymrażanie nabiera sensu. Dla tej stali wystarczające jest Wymrażanie do ok. -80 st. C, można wykorzystać Suchy Lód (zestalony CO2) w Alkoholu Etylowym lub Propylenowym (Izopropanol). Czas wytrzymania w niskiej temperaturze jest nieistotny, wystarczy oziębić na wskroś i już można ogrzewać (powoli) z powrotem detal z stali NC11LV. Przemiana Martenzytyczna w tym przypadku (jak i w większości przypadków) jest „napędzana” obniżaniem temperatury, detale wytrzymane w temperaturze -80 st. C przez 1 minutę i 4 godziny niczym się nie bedą rózniły. Co ważne: Wymrażanie stali w -80 st. C należy przeprowadzić po Hartowaniu, przed Odpuszczaniem. Dlaczego? Odpuszczanie (nawet niskie w 150 st. C) tak bardzo „utrwala” Austenit Szczątkowy, że późniejsze Wymrażanie (w -80 st. C) „nie ruszy” Austenitu i cała ta niska temperatura bedzie psu na budę. Wpływ Wymrażania stali NC11LV po Odpuszczaniu na Marketing pomijam, nie znam się na tym, ale fakt, ładnie brzmi.
Odpuszczanie też jest banalne: nagrzać do temperatury Odpuszczania, wygrzać i schłodzić. „Odpuszczanie temp. 220 – 550 ° C”. Ale w jakiej temperaturze dokładnie Odpuszczać, ile razy, jak chłodzić po Odpuszczaniu?
Do standardowych zastosowań można nisko Odpuszczać stal NC11LV.
Mało jest źródeł informujących o tzw. piku Udarności w stali NC11LV. Co znowu za pik? Wszyscy podają, że ze wzrostem temperatury Odpuszczania i obniżaniem twardości wzrasta Udarność. Ogólnie jest to prawdą, ale jak się zagłębić w szczegóły to okazuje się, że:
- wiekszy wpływ na Udarność ma wielkość ziarn w stali niż twardość i dwie stale o takiej samej twardości, ale o różnej wielkości ziarn różnią się znacznie Udarnością: stal o mniejszych ziarnach ma większą :),
- wpływ temperatury Odpuszczania na Udarność nie jest liniowy, są zakresy temperatur (prawie dla każdej stali narzędziowej) w ktróych występują maksima i minima Udarności.
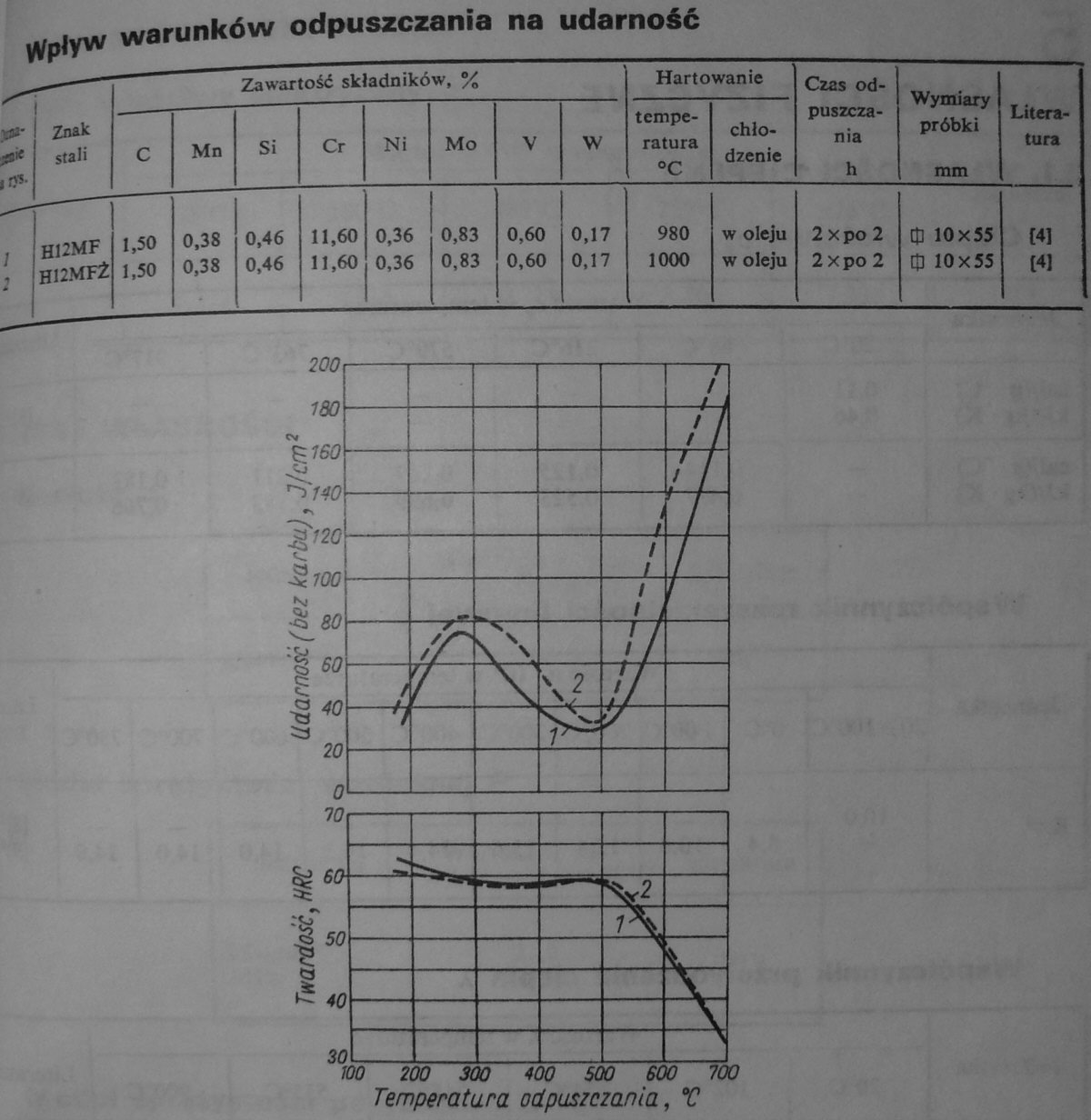
W stali NC11LV występuje pik Udarności (maksimum) po Odpuszczaniu tej stali w zakresie temperatur 260-300 st. C (jak widać na rysunku powyżej to pik wystepuje dokładnie w 280 st. C). I tylko taką temperaturę Odpuszczania proponuję stosować dla tej stali, by otrzymać detal o największej Ciągliwości (Udarności).
Ile razy odpuszczać stal NC11LV? To zależy od temperatury Austenityzowania i temperatury odpuszczania. Jeśli Austenityzowana była stal do ok. 1000 st. C wystarcza jedno odpuszczanie (2h) w temperaturze 280 st. C i chłodzenie po Odpuszczaniu dowolne (z piecem lub na powietrzu). Ale wszyscy podają 2×2 godziny (ktoś zapyta)! Drugie Odpuszczanie niskie nie zaszkodzi detalowi, ale też za bardzo nic nie zmieni. Jak to nic nie zmieni, przecież przemienia się Austenit Szczątkowy i rośnie twadość(ktoś stwierdzi)! I tu też bedę obstawiał swoje: podczas Odpuszczania stali NC11LV w temperaturach ponizej 350 st. C, a Austenit Szczątkowy ma się dobrze i daleko mu do przemiany:
Literatura:
- Berkowski, J. Borowski: Wpływ struktury na skutki azotowania chromowych stali ledeburytycznych
- Hryniewicz, T. Nykiel: FLUCTUATIONS IN CHEMICAL COMPOSITION OF M7C3 CARBIDES IN THE SOFT ANNEALED NC11LV/D2 STEEL
- www.knives.pl/forum
- http://www.bohler-edelstahl.com/files/K110DE.pdf
- H. Leda: Wybrane metalowe materiały konstrukcyjne ogólnego przeznaczenia.. WPP 1997
- Charakterystyki stali, Seria F Tom I, Katowice 1981
- Z. Głowacki: Przemiany weglików podczas austenityzowania i odpuszczania wysokochromowych stali narzędziowych o różnych zawartościach azotu, zawierajacych 2%C i 12%Cr. Poznań 1964
- Edward Żmihorski: Stale narzędziowe i obróbka cieplna narzędzi. Warszawa 1970
- PN_EN_ISO_4957_2004
- http://www.tppinfo.com/
- http://www.interlloy.com.au/
- Z. Zurecki: Cryogenic Quenching of Steel Revisited