
Witam.
Jak zahartować stal o nieznanym składzie chemicznym i nieznanym gatunku?
Obecnie jest dość łatwo: idę do hurtowni stali, mówię proszę o:
- odcięcie plasterka z dużego kawałka,
- kawałek blachy, płaskownika,
w znanym gatunku chemicznym. Zachodzę do domu/zakładu pracy, wyciągam poradnik/sprawdzam w internecie:
- skład chemiczny tej stali,
- odczytuję temperatury hartowania i odpuszczania.
Dawniej (początek wieku XX) nie było tak łatwo: często skład chemiczny (pierwiastkowy) był ukrywany (niektóre firmy do tego próbują obecnie wracać, co jest dość śmieszne, spektroskop można najść w prawie w każdym dużym mieście). Pojawiał się też inny problem spowodowany brakiem systemów zapewnienia jakości produkcji, a poziom wykształcenia pracowników, który bywał nie za wysoki – też nie pomagał. Często zdarzało się, że po odcięciu jakiegoś kawałka stali potrzebnego w danej chwili do produkcji, pozostała część była rzucana w kąt, bez oznaczenia jaki to gatunek. Po pewnym czasie okazywało się, że mamy na składzie dużo kawałków stali w nieznanym gatunku, o nieznanym składzie chemicznym. I JAK TO HARTOWAĆ? By było ciekawie, problem z leżącymi, nieopisanym kawałkami stali dalej jest powszechny i nie wynika tylko z niechlujstwa pracowników: częstym źródłem pozyskiwania stali staje się składnica złomu stali.
Obecnie dostęp do spektrometrów (urządzenie do badania składu chemicznego stopu metalowego) jest dość łatwy: prawie każda politechnika, dużo odlewni, składnice złomu mają takie urządzenia. Przynosimy próbkę i po max. 10 minutach jesteśmy szczęśliwymi posiadaczami informacji o składzie chemicznym dostarczonej stali (trochę tylko narzeka nasz portfel, mało kto zrobi to bezpłatnie). I ponownie z pomocą poradników, internetu ustalamy gatunek stali oraz wymagania odnośnie obróbki cieplnej.
Są inne sposoby ustalania składu chemicznego (pierwiastkowego) stali, ale metody te są bardziej skomplikowane w wykonaniu, wymagany jest personel dobrze wyszkolony, trwają też zdecydowanie dłużej.
Na początku wieku XX spektrometria raczkowała, ponadto takie badanie było mniej dostępne, oraz o wiele droższe. Inne metody ustalania składu chemicznego stali też raczkowały, też były drogie.
By zahartować stal o nieznanym składzie chemicznym nie jest jednak nam potrzebna wiedza, jakie pierwiastki i w jakim stosunku procentowym tam siedzą. Nie jest też nam niezbędna wiedza, jaki gatunek stali trzymamy w ręce. Okazuje się, że istnieją metody bezposrednie ustalania właściwej temperatury hartowania stali.
Służy do tego próba technologiczna o nazwie Próba Metcalfa. Jest to procedura stosowana z powodzeniem na początku XX wieku, przy odrobinie wprawy dająca poprawne wyniki, a co najważniejsze:
- nie obciążająca znacznie naszej kieszeni,
- nie wymagająca wyposażenia zakładu/warsztatu w drogie narzędzia i przyrządy,
- nie wymagająca od obsługi wysokich kwalifikacji,
- dająca radość: „Sam potrafię ustalić jak hartować stal!”.
Wyposażenie niezbędne:
- kotlina kowalska, ale palenisko samoróbka na węgiel jest wystarczająca,
- pilnik trójkątny do stali (wielkość nieistotna),
- młotek min. 2 kg (korzystnie 5-10 kg),
- kleszcze kowalskie,
- imadło kowalskie lub ślusarskie typ min. 150 przymocowane do stołu warsztatu,
- pojemnik z wodą do hartowania, wystarczy zwykła kranówka,
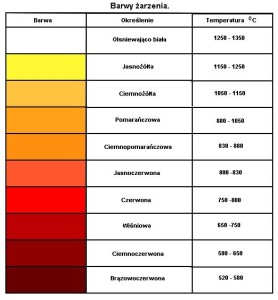
- skala barw żarzenia stali,
- ciemne pomieszczenie,
- skala Jernkontoret: dostępna w książkach, tu na blogu, lub w Polskiej Normie PN_H_04507_03_1984,
- kartka i długopis,
- niezbędne wyposażenie BHP (rękawice, okulary, ubranie ochronne),
- oraz oczywiście próbka nieznanej stali, 12x12x120[mm], lub dłuższa.
Wyposażenie ułatwiające znacznie pracę, oraz zwiększające dokładność próby:
- piec elektryczny do obróbki cieplnej (zamiast kotliny kowalskiej),
- woda destylowana/demineralizowana do zrobienia roztworu soli kuchennej 5%NaCl,
- szkło powiększające x3 lub x5,
- więcej nieznanej stali, przygotowane próbki 12x12x20[mm] (mogą być dłuższe), ilość np. 7 sztuk.
Sposób przeprowadzenia próby tradycyjny, wykorzystujący kotlinę kowalską.
Próbkę stali 12x12x120[mm] nacinamy co 20mm pilnikiem trójkątnym, na głębokość 4-6mm i oznaczamy poszczególne części numeratorem, lub punktakiem.
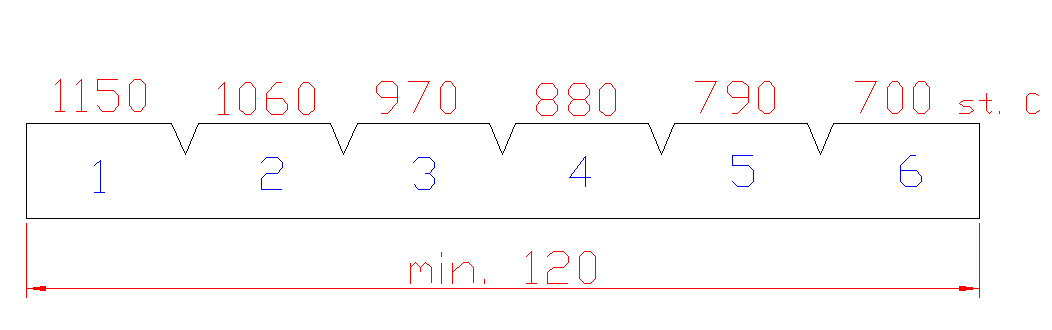
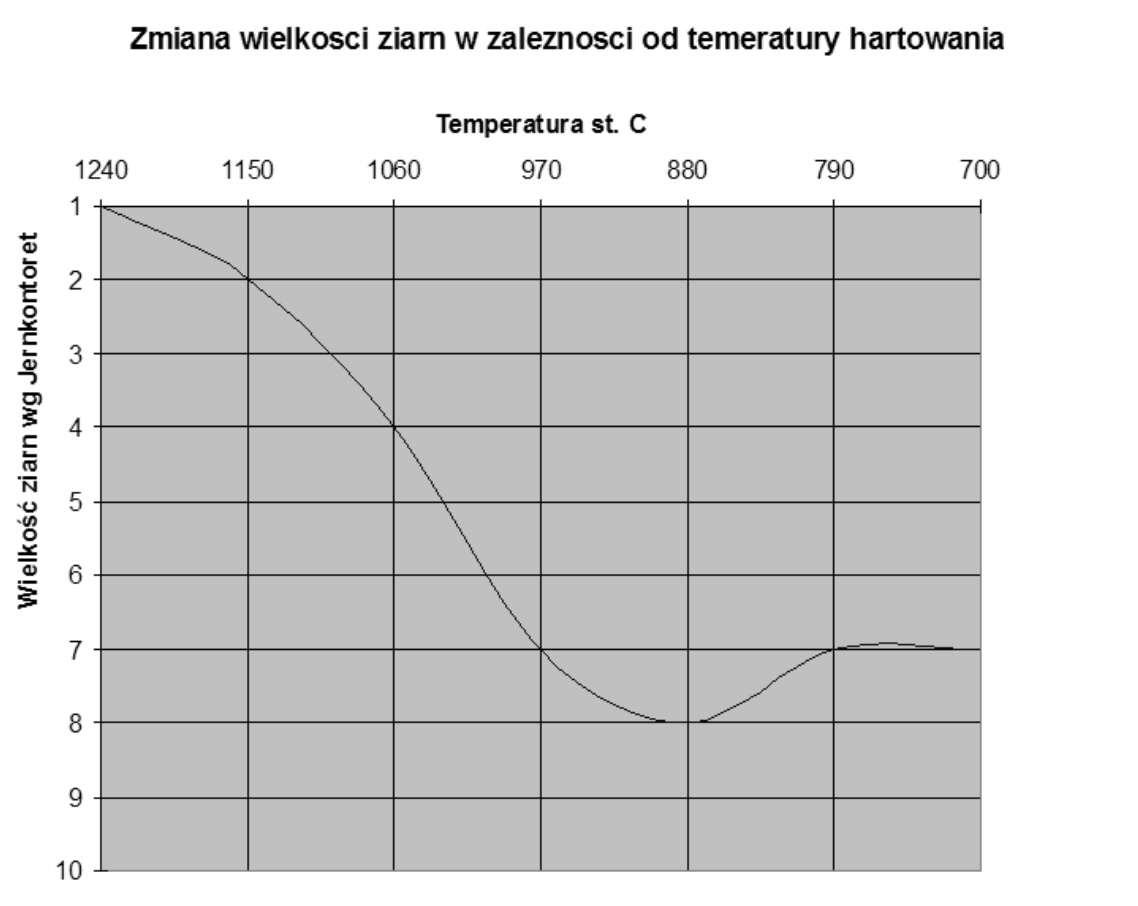
Następnie w kotlinie kowalskiej nagrzewamy jeden koniec próbki do temperatury białego żaru (ok. 1150 st. C), drugi koniec natomiast winien nagrzać się do ciemnowiśniowego żaru (ok. 700 st. C). Należy tak nagrzewać próbkę, by spadek temperatury na jej długości był dość równomierny. Po nagrzaniu próbki do wymaganych temperatur (kolorów żarzenia) należy ja wygrzać w tych warunkach ok. 15-20 minut. Następnie wyciągamy próbkę z ognia, staramy się ustalić temperatury występujące na poszczególnych częściach próbki (z pomocą skali barw żaru) i szybko zanurzamy w wodzie (hartujemy). Po ostudzeniu próbki wyciągamy ją z wody, osuszamy, czyścimy np. szczotka drucianą. I łamiemy w miejscach naciętych. Właściwa temperatura hartowania to ta, w której: po wygrzaniu detalu i nastepnym jego zahartowaniu i złamaniu, występuje przełom o najmniejszym ziarnie wg skali Jernkontoret.
Ocena barw żarzenia stali. Niestety oko ludzie jest dość mało dokładnym pirometrem, łatwo je oszukać. Dlatego ocenę barw żaru próbki przez porównanie ze skalą barw żaru należy dokonywać w ciemnym pomieszczeniu, najlepiej w półmroku.

Sposób zmodyfikowany. Ponieważ cena pieców do obróbki cieplnej jest niezbyt wysoka, można kupić używane piece w dobrym stanie. Proponuję (dla posiadających piec elektryczny) zastąpić kotlinę kowalską piecem elektrycznym. Wtedy wykonujemy np. 7 próbek 12x12x20-30 mm, naciętych tylko raz (oczywiście oznaczamy je). Nagrzewamy piec do temperatur: 1100, 1050, 1000, 950, 900, 850, 850, 800 [st. C]. Jak to zrobić? Nagrzewamy piec do 800 st. C, wkładamy do pieca próbkę na 20-25 minut, wyciągamy, hartujemy w wodzie. Następnie nagrzewamy piec do 850 st. C, wkładamy próbkę na 20-25 minut, hartujemy w wodzie, itd. Łamiemy próbki, a temperatury odczytujemy ze wskaźnika na piecu. Następnie porównujemy przełomy ze skalą przełomów Jernkontoret. Co może okazać się dość trudne, gdyż np. 3 próbki hartowane z różniących się temperatur wykażą podobną wielkość ziarna na przełomie wg skali Jernkontoret.
Modyfikacja próby Metcalfa.
- Modyfikacja prosta. Tu wystarcza nam zwykły pilnik. Każdą próbkę po złamaniu szlifujemy delikatnie (podczas szlifowania próbka ma nie zmienić koloru, czyli nie może się nagrzać zbytnio) na głębokość min. 0-3-0,4mm (by usunąć warstwę odwęgloną) i próbujemy zarysować pilnikiem. Próbka, którą najtrudniej będzie zarysować pilnikiem i mająca najmniejszą wielkość ziarna na przełomie wg Jernkontoret wskaże nam właściwą temperaturę hartowania.
- Modyfikacja średnia, wymagająca posiadania pilników do sprawdzania twardości firmy TSUBOSAN. ;Są dostępne pilniki chińskie, marki chyba Grilzy, ale ich powtarzalność jest żadna, bardzo często „oszukują”.; Po co nam pilniki? Łatwiej nam ocenić która próbka jest najtwardsza. Właściwie dobrze byłoby też wiedzieć do jakiej twardości można zahartować naszą nieznaną stal. Jeśli wymagamy twardości np. 50, czy 60 HRC, wiadomym jest, że jeśli za pomocą pilników TSUBOSAN twardość zostanie określona na poziomie 45HRC, należy szukać innej stali.
- Modyfikacja duża, wymagająca dostępu do twardościomierza. Jeśli nasze wymagania odnośnie twardości są większe, żądamy np 62HRC, to pilniki TSUBOSAN są za mało dokładne. Wtedy z pomocą twardościomierza określamy twardość po hartowaniu.
Jeśli twardość otrzymana w próbie Metcalfa jest większa niż wymagamy, nie ma problemu. Twardość stali możemy regulować temperaturą hartowania i/lub temperaturą odpuszczania.
Próba Metcalfa opiera się na założeniu, że przełom stali zahartowanej z właściwej temperatury ma przełom matowo-jedwabisty. Próbka zahartowana ze zbyt wysokiej temperatury wykazuje ziarno grube, błyszczące. Próbka zahartowana ze zbyt niskiej temperatury wykazuje przełom ciągliwy i poszarpany.
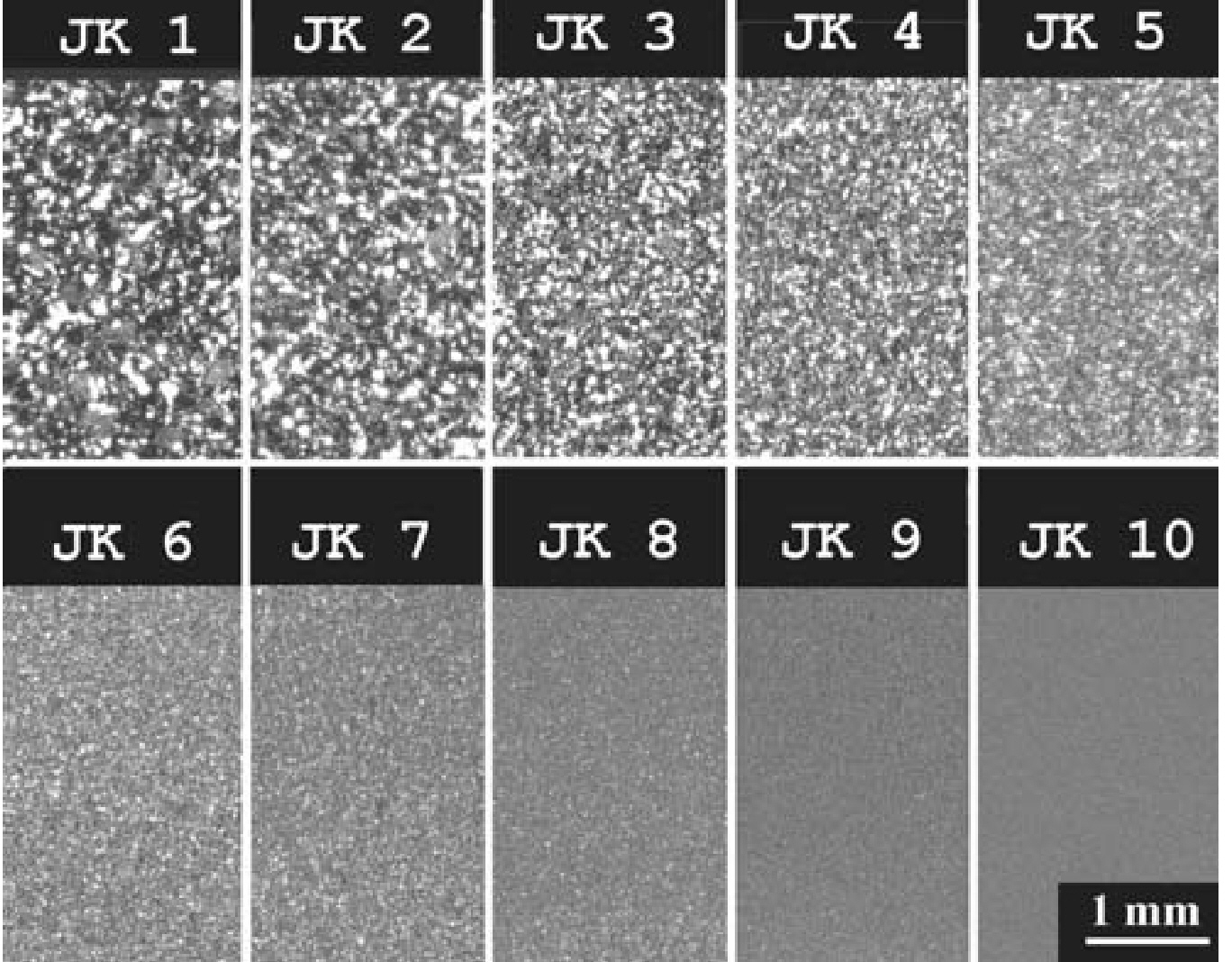
Skala Jernkontoret to skala, którą możemy stosować prawie do każdej stali dostępnej dla zwykłego człowieka. Przyjmuje się, że ziarno nr 1-5 to ziarno grube, niewłaściwe. Ziarno 6-10 to ziarno drobne, ale należy zawsze dążyć by uzyskać jak najdrobniejsze ziarno, korzystnie 9-10. Należy pamiętać, że skala przełomów daje wynik jakościowy, nie ilościowy. Tak więc nie należy sugerować się skalą Jernkontoret w określaniu wielkości ziarna w stali. Do tego wymagane jest postępowanie zgodne z Polską Normą właściwie bez żadnych modyfikacji. Dokładnie jak jest napisane w PN.
Sposób wykonywania przełomów. Niby żadna filozofia, ale okazuje się, że sposób łamania próbki ma wpływ na otrzymany przełom i wynik próby. Próbkę należy zamocować w imadle, by uderzenie następowało od strony nacięcia. Uderzać należy zawsze tym samym narzędziem (korzystnie młotem 5-10kg), zawsze z podobną szybkością, „z tą samą włożoną siłą w uderzenie młotkiem”. Zawsze w tej samej temperaturze, korzystnie w tym samym imadle. Dlaczego? Próbka złamana młotem (po hartowaniu z właściwej temperatury), może wykazać podobne ziarno jak stal hartowana z temperatury wyższej o np. 100 st. C, ale łamanej bardzo powoli, dźwignią.

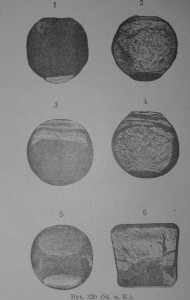
Na rysunku powyżej widzimy przełomy tej samej stali, próbki łamane z naciętym karbem.
- Próbka łamana powoli, na prasie, widać przełom jednolity, ciemny, drobny.
- Przełom wykonany poprawnie, udarowo, młotem.
- Przełom wykonywany w sposób zmienny w czasie, pod prasą: pod koniec próby zmieniono szybkość.
- Przełom wykonywany młotem, kilkoma słabszymi uderzeniami.
- Przełom wykonany za pomocą młota i spokojnego nacisku, na przemian.
- Przełom wykonany za pomocą powolnego nacisku (na początku), później zwiększono szybkość odkształcania.
Sposób oceniania przełomu. Najkorzystniej jest do tego wykorzystywać Polską Normę PN_H_04507_03_1984, wykorzystując do tego szkło powiększające 3x. Należy pamiętać, że PORÓWNUJEMY skalę z próbką i jest to sposób jakościowy. Czyli nie próbujemy liczyć ziarenek, znajdujemy najbardziej zbliżony wzór do przełomu jaki uzyskaliśmy. Jak się tego nauczyć? Praktyka, 2-3 pełne próby Metcalfa wykonane osobiście dadzą więcej doświadczenia i umiejętności niż 3 godziny opowiadania o tym.
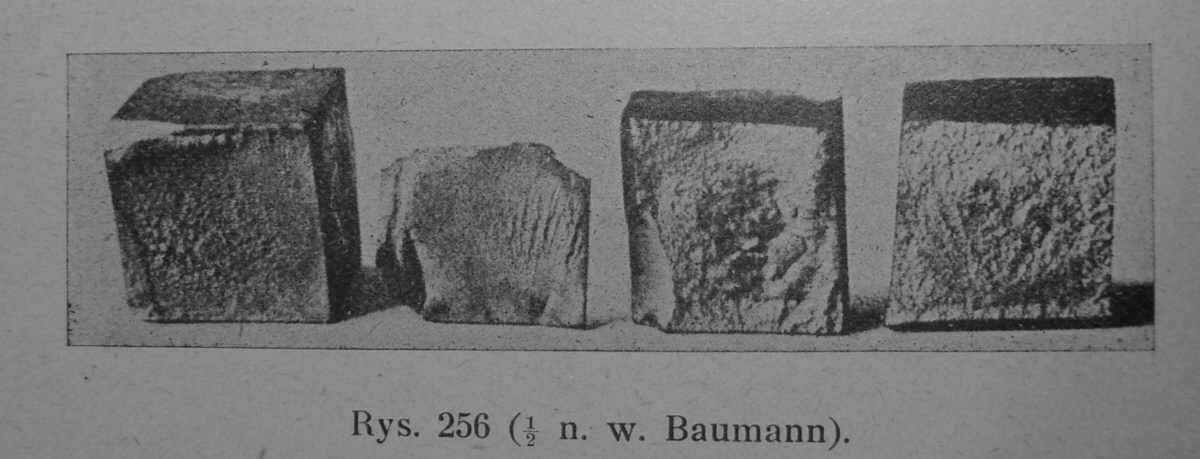
Który detal jest poprawnie zahartowany?
Do jakich stali można wykorzystać ta próbę? Do stali konstrukcyjnych podeutektoidalnych (klasy 40, 40HM, 50HF), do stali narzędziowych niestopowych (klasy N6-N7), do stali narzędziowych do pracy na zimno nisko, średnio i wysokostopowych (klasy NC6, NCLV, NC11LV). Jeśli próba ta będzie stosowana dla stali narzędziowych do pracy na gorąco lub szybkotnących uzyskana twardość może być myląca (za niska). W stalach tych odpowiednią twardość uzyskuje się po hartowaniu i odpowiednim odpuszczaniu.
Dlaczego woda z kranu jest gorsza od roztworu 5%NaCl w H2O? Woda w każdym mieście ma inny wachlarz jonów w niej rozpuszczonych: więcej żelaza, chlorowana, ozonowana, twarda, miękka itd. Myśląc poważnie o obróbce cieplnej należy odzwyczaić się od stosowania chłodziw o zmiennych własnościach w czasie, zależnych od miejsca powstawania. Roztwór 5%NaCl otrzymany z wody destylowanej/demineralizowanej ma zawsze takie same własności, można w nim zahartować każdą stal. Ma jednak wady – za szybko chłodzi w pewnym zakresie temperatur. Sposobem na to jest podgrzanie naszego roztworu 5%NaCl do temperatury 50-60 st. C. W ten sposób otrzymamy chłodziwo bardzo dobre do hartowania stali niestopowych i niskostopowych. W przypadku gdy wymagane jest użycie chłodziwa hartowniczego o mniejszej szybkości chłodzenia można użyć zwykłego oleju rzepakowego, ale to tym kiedy indziej.
Można znaleźć w otchłaniach internetu sposób hartowania stali na magnes. Czyli nagrzewamy stal do tego momentu, aż magnes przestanie przyciągać nagrzaną próbkę (bardzo gorącą), wygrzanie przez np. 30 minut i zahartowanie. Próba Metcalfa jest pewniejsza, niezawodna, w odróżnieniu od próby hartowania na magnes.
Literatura:
- Praca Zbiorowa: Ćwiczenia laboratoryjne z metaloznawstwa i obróbki cieplnej. Gliwice 1966.
- Komenda Jacek, Marioli Barbara, Hoglund Lars: Recognition of patterns on fracture surfaces by automatic image analysis. Image Anal Stereol 2002.
- Edward Żmihorski: Stale narzędziowe i obróbka cieplna narzędzi. Warszawa 1970
- Anczyc: Żelazo, Gubryłowicz i Syn 1926