
1Taka stal, upchaj dziura: NC11LV/D2(AISI)/k110(BOHLER). Zastąpiła stare gatunki stali NC10 i NC11. Używana do produkcji noży do mięsa, wykrojników, form do tworzyw sztucznych i co tam sobie jeszcze szef wymarzy. Jeśli nie wiadomo z czego zrobić dane narzędzie, po co pytać, po co dzwonić, po co szukać: NC11LV zawsze się „nada” do wszystkiego. I wszyscy w firmie tej czy tamtej uważają że jest „wystarczająco dobra” mimo że jest taka sobie.
Skład chemiczny:
- 1,5-1,6%Węgla,
- 11-12%Chromu,
- 0,6-0,8%Molibdenu,
- 0,8-1,1%Wanadu.
Bardzo lubiana przez hartowników:
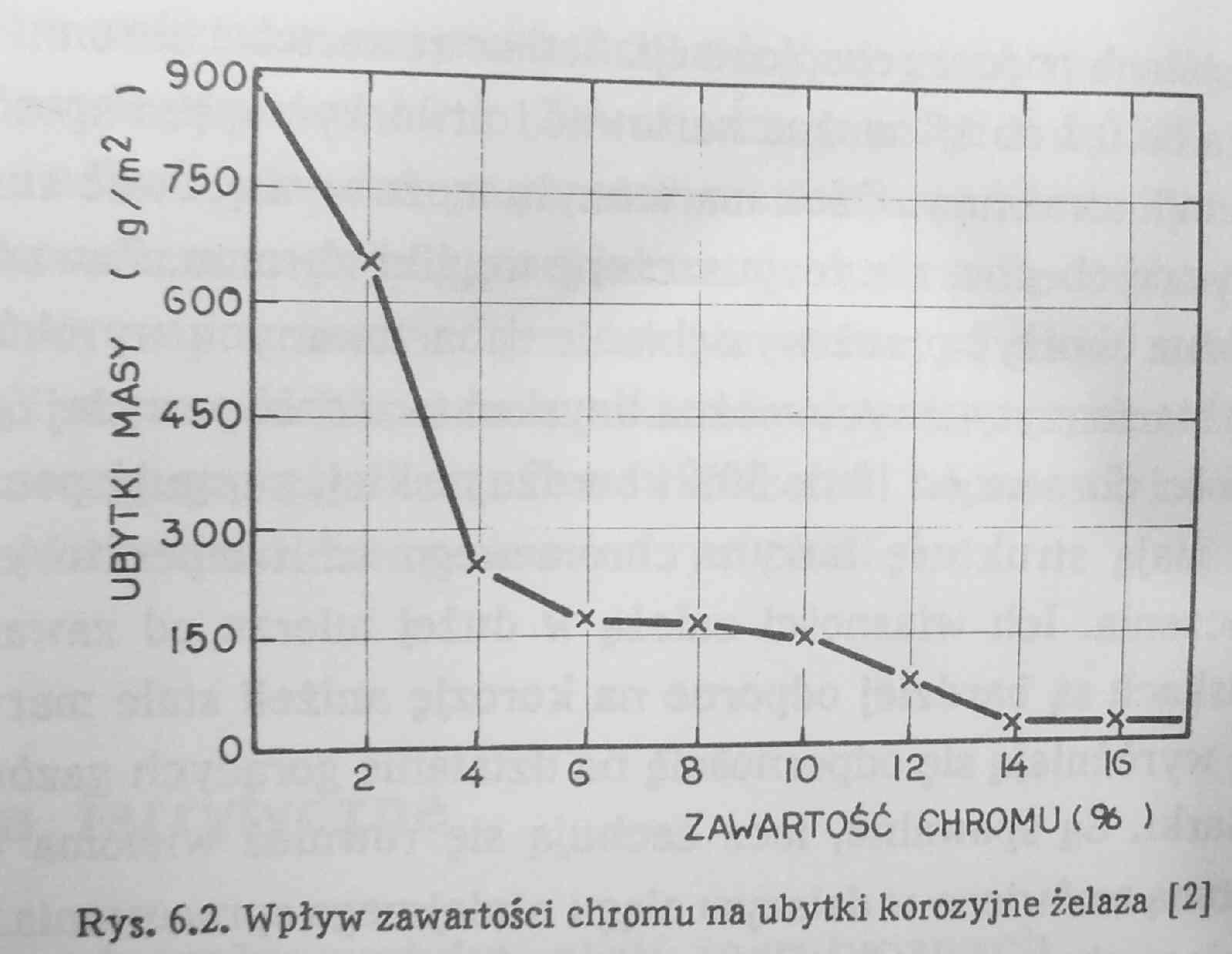
- przy powolnym studzeniu (w spokojnym powietrzu) da się ja zahartować na twardość powyżej 55HRC,
- dzięki powolnemu chłodzeniu mniej skłonna do pęknięć hartowniczych,
- mało skłonna do „paczenia się” – detale mniej się wyginają przy Hartowaniu w porównaniu np. ze stalami NCV1, NMWV,
- uniwersalna: bez problemu da się zahartować detal wykonany z tej stali o grubości 10mm jaki i 500mm,
- czyli wystarczy się nauczyć temperatur obróbki cieplnej dla jednej stali i można „obrobić” duży asortyment różnych detali.
„Obróbka cieplna tej stali jest banalna”:
„Hartowanie temp. 960 – 1030 ° C – olej / powietrze, odpuszczanie temp. 220 – 550 ° C, w stanie ulepszonym 60 HRC.”
Zawsze pewny wynik, klient zawsze zadowolony. Nawet jak odwęgli Pan hartownik tą stal powierzchniowo, klient nie zauważy, nie wystąpi zauważalny spadek twardości. Nawet jak zawartość węgla na powierzchni detalu spadnie o połowę, twardość będzie dalej zadowalająca. Wtedy klient dostaje wadliwe narzędzie, które przechodzi kontrolę jakości!
Pozwolę sobie zaproponować trochę zmodyfikowaną obróbkę cieplna tej stali, dzięki której:
- podatność na rdzewienie znacząco się zmniejsza.
- otrzymamy podobną twardość,
- odporność na ścieranie zwiększy się znacząco.
Jest to pierwszy artykuł, w którym pozwolę sobie przyblizyć odporność na korozję tej stali, a właściwie co zrobić i dlaczego by była bardziej odporna na korozję.
Teraz czas zająć się jej odpornością na korozję. A właściwie tym jak można pospuć tą stal w Hucie i u Pana Hartownika.
Zachodni agresywny marketing określa stal NC11LV jako SEMI STAINLES, ładnie brzmi, PÓŁ NIERDZEWNA STAL brzmi dumnie. Według mnie jest to stal rdzewna bez zalet stali nierdzewnych (pomimo wysokiej zawartości Chromu), ale za to z wadą stali nierdzewnych – korozją międzykrystaliczną.
Definicja stali nierdzewnej:
„Stal nierdzewna to stal o dobrej odporności na jednorodny lub lokalny atak środowiska. Środowiskiem może być atmosfera w temperaturze otoczenia (atmosfera: zamkniętego pomieszczenie, atmosfera wiejska, miejska, przemysłowa, morska) a także roztwory chemiczne wywołujące warunki elektrochemiczne. Stale odporne na korozję przeznaczone do pracy w wymienionych środowiskach klasyfikuje się i nazywa stalami nierdzewnymi. Odporność korozyjną stali nierdzewnej zapewnia minimalna zawartość chromu 10,5% w wyniku samoistnego tworzenia na powierzchni stali cienkiej warstwy tlenków chromu – warstwa pasywna.”
Pozwolę sobie jednak zaproponować inną definicję stali nierdzewnej, definicję opartą na chemii:
Stal nierdzewna to stal o takim składzie chemicznym, by kompleks tlenkowy tworzący się samoistnie na powierzchni (mieszanina tlenków Żelaza, Chromu i innych pierwiastków) tworzył taka pasywna powłokę pod wpływem powietrza atmosferycznego, aby potencjał Fladego był ujemny (odwrotnie niż w szeregu napięciowym metali). Uzyskuje się to przy zawartości Chromu rozpuszczonego w roztworze stałym pow. 12%.
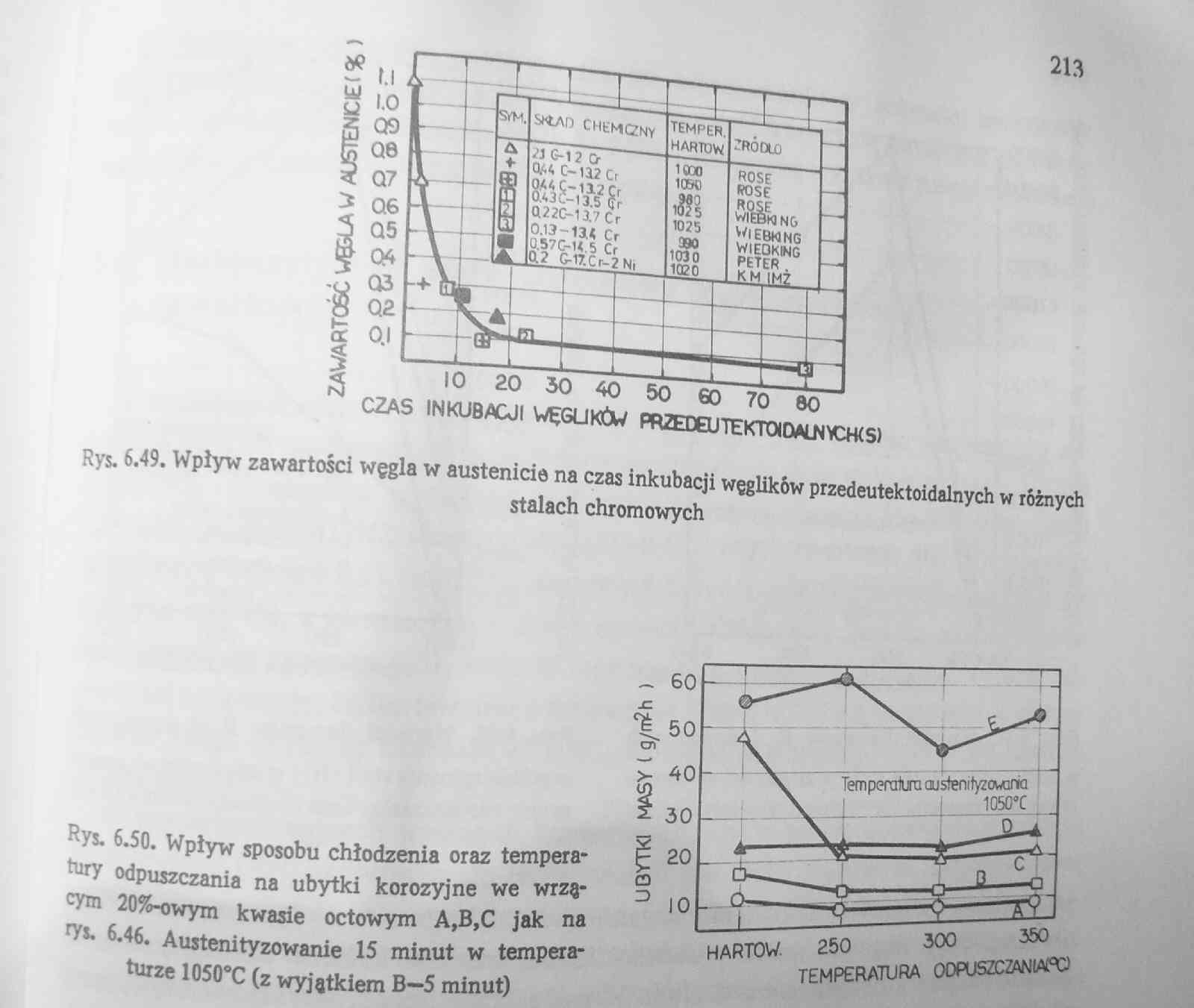
I tak słabo, wg tego rysunku powinno być min. 14% by nie należało się martwić o korozję stali nierdzewnej.
Na lekcjach chemii w szkole podstawowej (jak kiedyś do niej uczęszczałem) był omawiany szereg elektrochemiczny metali. Metale szlachetne były elektrododatnie (ale Miedź też). Okazuje się, że jak dodamy do stali odpowiednią ilość Chromu (ten pierwiastek najsilniej wpływa na nierdzewność), to tak powstały materiał zachowuje się jak metal szlachetny, czyli jego potencjał Fladego jest ujemny. Dzięki utworzonemu samoistnie na powierzchni stali kompleksowi tlenkowemu (Chromowo-Żelazowemu).
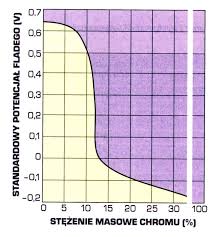
Potencjał Fladego o wartości poniżej 0 uzyskujemy przy zawartości Chromu >12% ROZPUSZCZONEGO W ROZTWORZE STAŁYM.
Stal to taki roztwór (jak roztwór cukru w wodzie szybko schłodzony) zamrożony, czyli stały. I podobnie jak z roztworem nasyconym H2O/cukier część składników może być rozpuszczona, część może się wydzielić w formie widocznych (pod mikroskopem) cząstek.
Co to znaczy? Nie cały Chrom w stalach nierdzewnych działa chroniąc przez korozją. Część Chromu jest związana przez Węgiel w Węglikach (im więcej Węgla i Chromu tym więcej Węglików), obniżając ogólną zawartość Chromu dostępną do ochrony przed korozją.
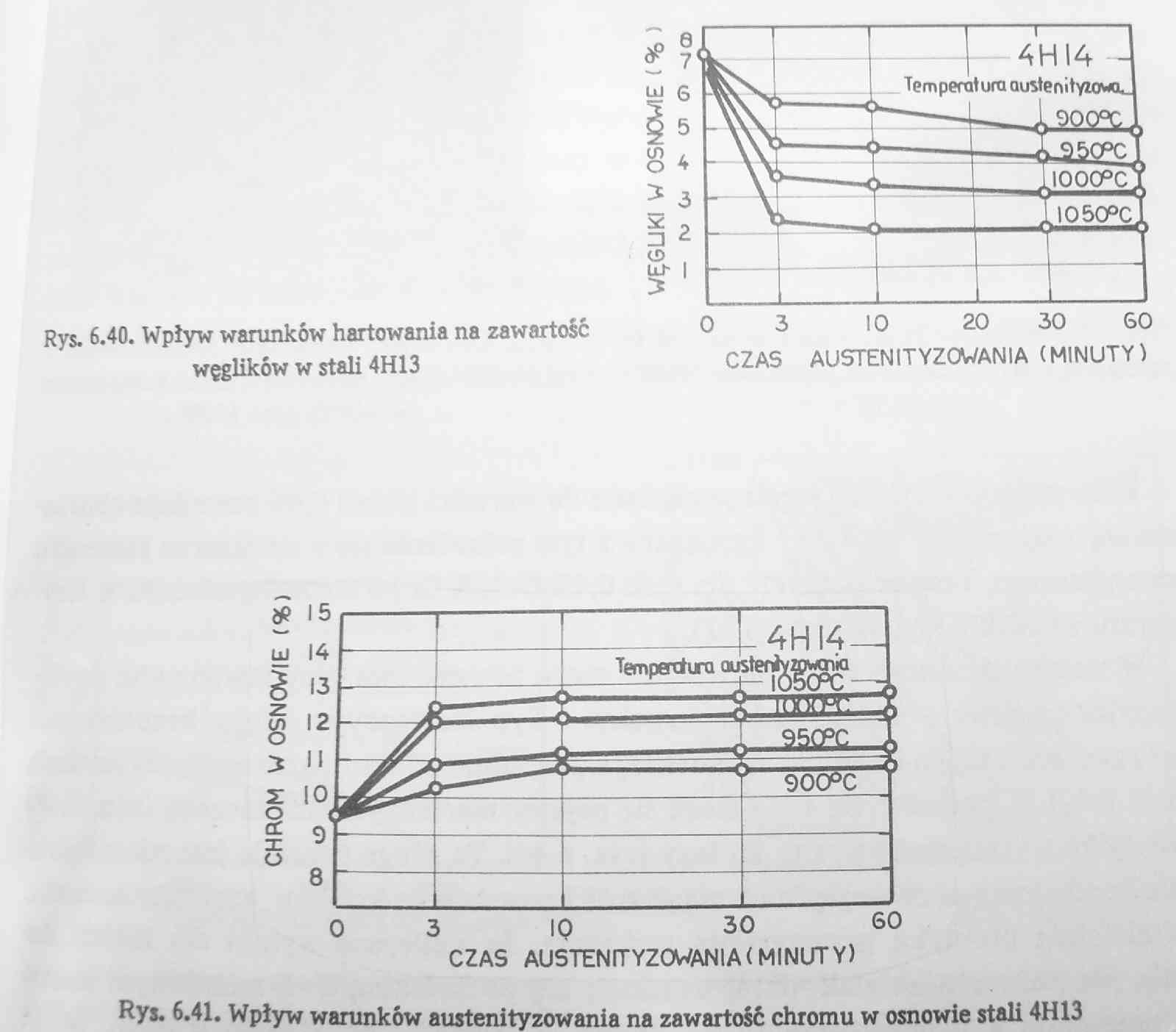
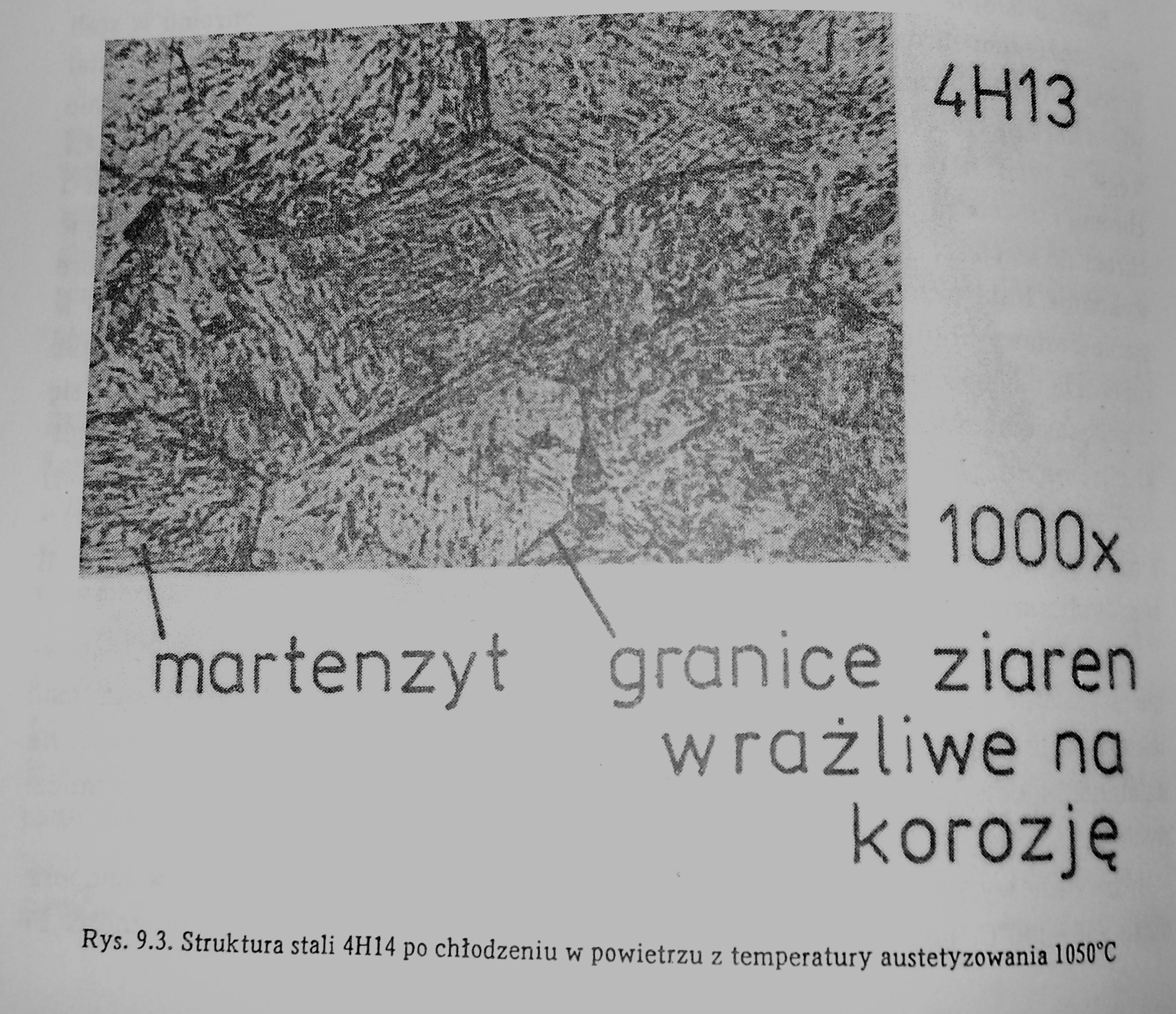
Przykład: stal 4H14 w stanie Zmiękczonym (niehartowanym) nie jest stalą nierdzewną. Odpowiednią zawartość Chromu w roztworze stałym uzyskuje się po Austenityzowaniu (wygrzaniu przez odpowiedni czas) w temperaturze >1000 st. C i Hartowaniu z odpowiednią szybkością.
Co on znowu z jakąś szybkością chłodzenia, ktoś zapyta? Okazuje się, że jak wolno studzimy stal 4H14 (np. na powietrzu) wydzielają się jakieś Węgliki (krzywa K przerywana na CTPc) które też mogą zabrać Chrom z roztworu stałego! (do tego zmniejszyć twardość, powodować kruchość itd). Przecież taka znana firma Oberonrd zaleca dla stali 4H13 (brat stali 4H14, takie same własności, tak samo mozna popsuć chłodzeniem w powietrzu) „chłodzenie olej, powietrze lub kąpiel solna w temp. 500°C”, przecież nie wprowadzałby swych klientów w błąd! Inne „źródełka” internetowe też zalecają chłodzenie w powietrzu, by nie pękały detale, nie paczyły się, przecież twardość po Hartowaniu będzie poprawna!
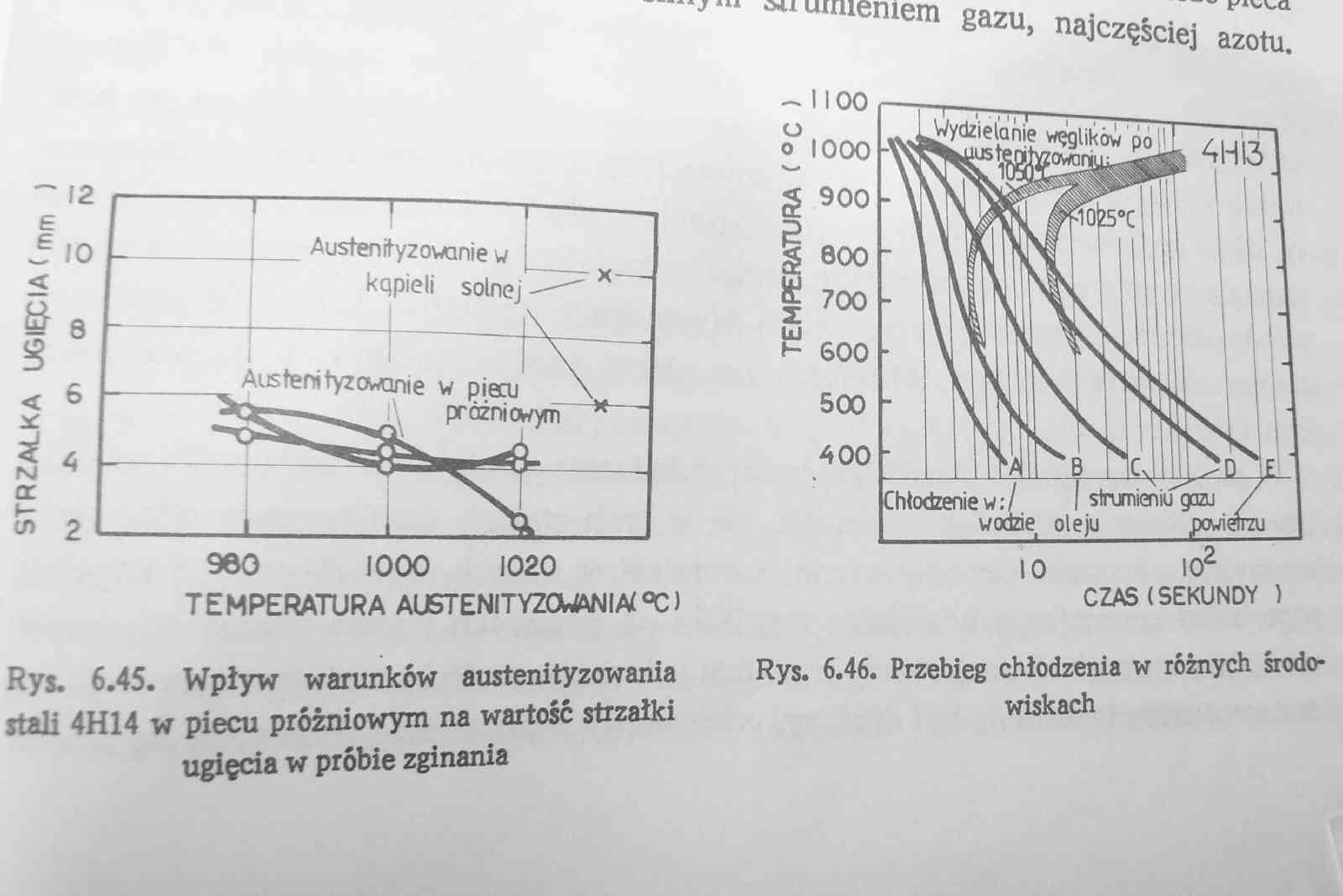
Jak widać, na lewym rysunku – nie lubimy pieców próżniowych (mała strzałka ugięcia, mała ciągliwość, udarność, krawędź tnąca narzędzia może się kruszyć).
Na prawym widać przebieg chłodzenia w różnych ośrodkach, oraz wydzielanie się Węglików Nadeutektoidalnych: mało korzystnych. Jak widać chłodzenie w powietrzu (E) daje mniejsze szybkości chłodzenia jak chłodzenie w strumieniu gazu (C, D), gdzie chłodzenie w strumieniu gazu to obecnie standard w piecach próżniowych.
A skąd wiem, że chłodzenie w strumieniu gazu, w powietrzu źle wpływa na stal? Z kolejnego rysunku 6.50 (litery A, B, C, D, E odpowiadają szybkością chłodzenia na poprzednim rysunku).
To już wiadomo, że nawet stal nierdzewną można popsuć, by była mniej nierdzewna. Mówi się o „uczuleniu na korozję”.
ALE przecież stal NC11LV nie jest stalą nierdzewną, nie może w niej wystepować korozja miedzykrystaliczna! A co to jest ta korozja miedzykrystaliczna na początek może?
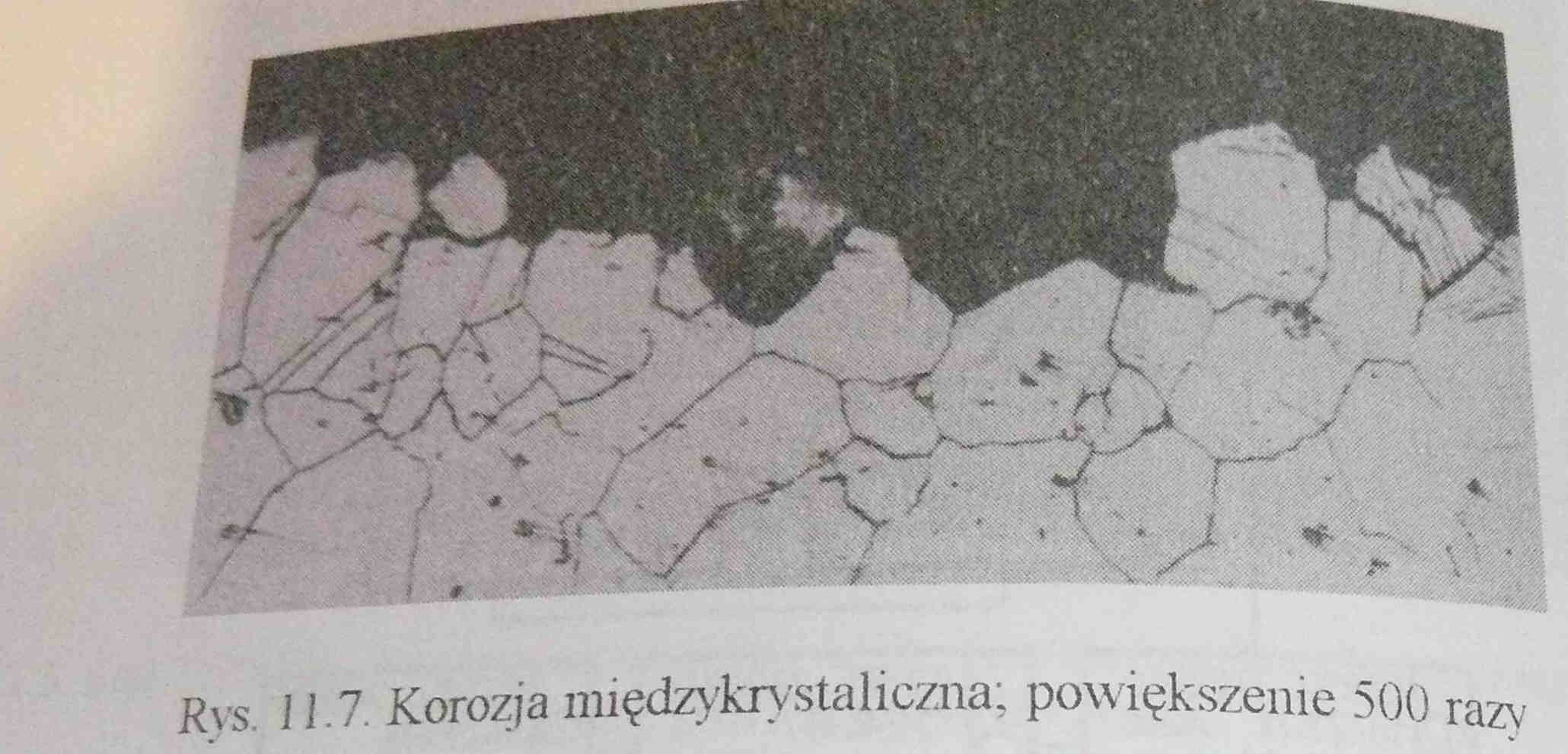
To przypadłość stali nierdzewnych (Stali Odpornych Na Korozję). Przy niekorzystnym składzie chemicznym i złej obróbce cieplnej konkretne miejsca w stali SONK są uwrażliwiane na korozję. Są to granice ziarn. I korodują granice ziarn w stali, same ziarna nie korodują. Z tego wynika duże niebezpieczeństwo przy wystąpieniu takiej korozji: nie widać korozji na detalu (Rudej rdzy nie ma!), aż nagle detal rozsypuje się na proszek! Właśnie złe chłodzenie stali nierdzewnych (ale także wygrzewanie w niekorzystnym zakresie temperatur) powoduje uczulenie stali SONK na korozję!

Wiedza z zakresu metalurgii: Wlewek stalowy po ostygnięciu nalezy Wyżarzyć Homogenizująco, czy wyrównać stężenie pierwiastków na duże odległości [mm/cm]. Do tego używa się bardzo długich czasów wygrzewania i bardzo wysokich temperatur. Oczywiście każdy tnie koszty, Wyżarza Homogenizujaco się czasem troszkę krócej, nikt nie zauważy różnicy! By było prawie dobrze.
Wynikiem tego jest różnica w stężeniach pierwiastków (tutaj istotny jest Węgiel i Chrom), dochodząca czasem do kilku procentów, w porównaniu z średnim składem chemicznych w tej stali.
Czyli jak jest za krótko (ŹLE) Homogenizowaną stal NC11LV, to niektóre części z danego wlewka, przerobione np. na blachę, nie załapią się nawet na definicję wg PN (stali nierdzewnej). Zawartość Chromu może spaść nawet poniżej 8% i mniej.
W jednym miejscu stężenie Chromu zmalało, w drugim wzrosło znacznie powyżej 11%. HURA!!! Mamy stal nierdzewną na pewno (!), w niektóych miejscach na blasze. I mamy idealny materiał dla korozji miedzykrystalicznej!
Okazuje się jednak, że może to być powodem kolejnego zmartwienia. W miejscach gdzie stężenie Chromu w roztworze stałym wzrosło powyżej 12% (potencjał Fladego ujemny) otrzymujemy stal nierdzewną, obok mamy „bliźniaka przyrośniętego” ze stali rdzewnej (potencjał Fladego dodatni). I tworzy się ogniwo korozyjne, korozja międzykrystaliczna typowa dla stali nierdzewnych; pomimo zaliczenia stali NC11LV raczej do stali o podwyższonej odporności na korozję. A wynikiem jest TRĄD w stali NC11LV. Co nie jest często winą wykonawcy detalu, hartownika, raczej huty, czasem sumą poczynań osób tu wymienionych.

Nóż leżący w pochwie kilka miesięcy w domu, bez żadnych specjalnych warunków korozyjnych. To może nie korozja, ktoś spyta?


Stal NC11LV zanurzona na mniej niż 2 dni w wodzie lekko posolonej.
Ponadto stal NC11LV jest często obrabiana cieplnie na tzw. Twardość Wtórną (o Twardości Wtórnej bedzie w innym odcinku). Z grubsza: Hartuje się stal i Odpuszcza w zakresie temperatur 400-600 st. C, co powoduje wydzielenie się Węglików Chromu i zwiększenie odporności naścieranie (to dobrze!), ale za to też przy okazji jeszcze większe uczulenie na korozję tej stali (to źle :)). Jest sposób by Odpuszczać na Twardość Wtórną i nie obniżać jeszcze bardziej odporności na korozję tej stali, ale to też bedzie w innym odcinku. Teraz ważne jest zapamietać: stal NC11LV odpuszczana na Twardość Wtóną jest jeszcze bardziej podatna na korozję miedzykrystaliczną (w połączeniu z złą Homogenizacją, brakiem poprawnego kucia wlewków: jak wiadomo występuje LEPRA w tej stali).
Poprawne kucie wlewków? Jest taka przypadłość stali klasy NC11LV związana ponownie z cięciem kosztów u producenta. Jest to stal Ledeburytyczna (Ledeburyt to taki trudnorozpuszczalny w stali Węglik, tworzący piękne obrazki pod mikroskopem, definicja wizualna!). Ten rybi szkielet (piękne się prezentujący na obrazkach) bardzo wpływa na pękanie stali (piękny szkielet – stal pięknie pęka, brak szkieletu – stał słabo pęka). Dobrze rozbita Siatka Węglików Ledeburytycznych to połowa sukcesu w produkcji stali.
Kiedyś wlewki z takich stali Ledeburytycznych były kute, teraz są walcowane. Kucie dość skutecznie rozbijało takowa Siatę Węglików Ledeburytycznych (jeśli było dobrze przeprowadzone). Walcowanie gorzej sobie radzi z tym problemem.
Tu jest zdjęcie wlewka źle przerobionego plastycznie i tak to może wyglądać często w stali np. K110:
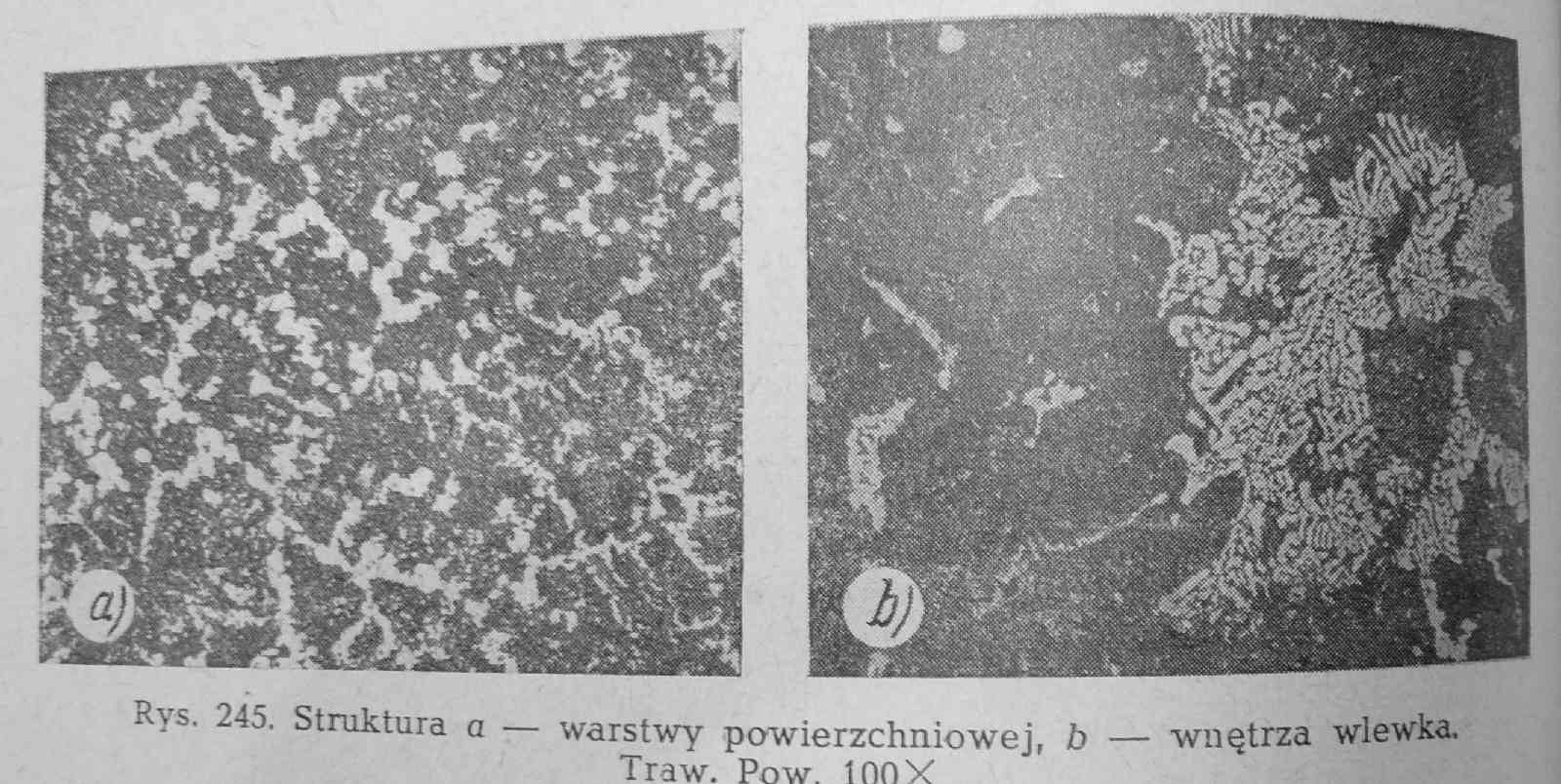
A tak to powinno wyglądać:

Najczęściej wlewki kute są na pręty, wlewki na blachę są raczej walcuje. Stąd często lepsza jakość stali w prętach niż w blasze. Ale w prętach o małym przekroju! Pręt fi 20mm będzie o niebo lepszy niż pręt fi 50mm (stal NC11LV, jak i inne stale).
Od kilkunastu lat handluję detalicznie stalą narzędziową. Na początku sprzedawałem stal K110 (produkcji firmy BOHLER), już nie handluję tą stalą od długiego czasu.
Miałem (już nie mam) informacje od klientów, ze po szlifowaniu na szlifierce „magnesowej” do płaszczyzn powierzchnia tej stali wychodziła „ospowata”, z ogromna ilością małych dziurek. To wypadły węgliki podczas szlifowania! „Ospa” wyczuwalna pod palcem!!! Jakie wielkie były te węgliki, ile miały wzrostu? Jak dla mnie znacznie za duże były.
Reasumując:
Jeśli trzeba wykonać narzędzie, które nie będzie pracowało w suchym powietrzu, bedzie narażone na wilgoć, lejące się chłodziwo, będzie smarowanie roztworami wodnymi: należy się dwa razy zastanowić, zanim zostanie wykonane ze stali NC11LV.
A jak już trzeba wykonać narzędzie z stali NC11LV:
- hartujemy zawsze w Oleju tą stal,
- należy uzyć do produkcji najmniejszych możliwych przekrojów półwyrobu (do wykrojnika o średnicy 50 mm należy uzyć pręt o srednicy max 60mm, nie ciąć pręta 140 na 4 części, nie dzielimy jak zapałkę),
- jeśli jest wybór, zawsze pręt bedzie lepszy od blachy (przy porówywalnej grubosci),
- wszystkie metody ulepszania stali przez producenta są wskazane, jeśli na stali napisane jest: ESR/ESU/ISO BLOCK/przetop elektrożużlowy, VLBO/VAR/VMR/przetop w próżni, CPM/stal proszkowa to mozemy spać spokojnie – nie trzeba się martwić korozją miedzykrystaliczną w stali NC11LV. Ale takiej stali ze świeczką szukać…
Już niedługo zaproszę do zapoznania się z twardością stali NC11LV i jej odpornością na ścieranie, a właściwie co zrobić by było lepiej.
Literatura:
- www.dostal.com.pl/stal-narzedziowa-do-pracy-na-zimno.html
- www.stalenierdzewne.pl/slownik-pojec/nazewnictwo-i-normy
- www.oberonrd.pl/?p=main&what=22
- Berkowski, J. Borowski: Wpływ struktury na skutki azotowania chromowych stali ledeburytycznych
- Hryniewicz, T. Nykiel: FLUCTUATIONS IN CHEMICAL COMPOSITION OF M7C3 CARBIDES IN THE SOFT ANNEALED NC11LV/D2 STEEL
- www.knives.pl/forum
- http://www.bohler-edelstahl.com/files/K110DE.pdf
- uzupełnij o
- H. Leda: Wybrane metalowe materiały konstrukcyjne ogólnego przeznaczenia.. WPP 1997
- Charakterystyki stali, Seria F Tom I, Katowice 1981
- Z. Głowacki: Przemiany weglików podczas austenityzowania i odpuszczania wysokochromowych stali narzędziowych o różnych zawartościach azotu, zawierajacych 2%C i 12%Cr. Poznań 1964