
Dziś pozwolę sobie napisać coś o spawaniu stali C45. Wszak spawanie to obróbka cieplna!
Wszyscy znają, kochają C45, wg starych norm to stal 45.
Może porównam ją z stalą S355J2, ot taki standard konstrukcyjny, stal do wszystkiego, na płoty, suwnice czy mosty, itp. WRÓĆ. Na suwnice jednak proponuję min. S355K3+N lub K4+N. Nie opłaca się produkować z stali o mniejszej wytrzymałości czy o mniejszej udarności, stal S355J2 to taka dolna granica. Taki najniższy możliwy standard do przyjęcia, poniżej jest za ciężko (S235, S275 konstrukcja o podobnej wytrzymałości będzie znacznie cięższa) lub zbyt mała udarność (J0, JR zbyt duża skłonność do pękania).
Stal C45 to stal niestopowa, o zawartości węgla ok. 0,45%, Spawalniczy Równoważnik Węgla CE>0,45 max. 0,63
Można ja zahartować na ponad 55HRC! Odpuszcza się ją w zakresie temperatur 550-660st. C
Na początek Re/Rm
Stal C45 stan normalizowany min. 390MPa/min. 620MPa (dla grubości ponizej 16mm),
Stal C45 stan normalizowany min. 305MPa/min. (dla grubości 16-100mm)
Stal C45 stan surowy a cholera wie, czasem więcej niż stan ulepszony cieplnie, nie mniej niż stan normalizowany
Stal C45 stan hartowany dużo, na pewno najwięcej, zależy od temp. odpuszczania
Stal C45 stan ulepszony cieplnie min. 490MPa/min. 700-850MPa (dla grubości ponizej 8mm)
Stal C45 stan ulepszony cieplnie min. 430MPa/min. 700-800MPa (dla grubości 8-20mm)
Stal C45 stan ulepszony cieplnie min. 370MPa/min. 630-780MPa (dla grubości 20-60mm)
Stal S355J2 min. 355MPa/min. 470-630MPa (dla grubości poniżej 16mm)
Stal S355J2 min. 345MPa/min. 470-630MPa (dla grubości 16-40mm)
Stal S355J2 min. 335MPa/min. 470-630MPa (dla grubości 40-60mm)
Udarność stali S355J2: mamy gwarantowaną w -20 st. C min. 27J.
Udarność stali C45 jest niewiadomą, producent stali (huta) nie gwarantuje udarności tej stali. Zbyt dużo jest zmiennych. Ważne jest jedno: jest NAPEWNO o wiele niższa od stali S355J2! ZAWSZE.
Nie ma problemu wykonać jakąś część maszyn z stali C45 normalizowanej, pytanie po co?
Można ją zastąpić stalą S355 czy stalą S460, wytrzymałość zbliżona do C45 w stanie normalizowanym czy ulepszonym cieplnie.
Jednak stosując stal z gwarantowaną udarnością (np. S355J2, S460J2) mamy GWARANTOWANĄ udarność, NA PEWNO większą od stali C45. Znaczy skłonność do pękania niższa ZAWSZE w porównaniu z stalą C45.
Odporność na ścieranie stali C45 w stanie ulepszonym cieplnie jest większa (o bardzo niewiele, na pewno mniej niż 100%) od S355 czy S460. Jednak nie jest tak ogromna ta różnica by było o co walczyć. Dopiero C45 w stanie hartowanym i odpuszczonym nisko (poniżej 250st. C) ma znacznie większą odporność na ścieranie (pow. 100%) od stali S355 czy S460.
Teraz to na co wszystko czekają:
Spawanie stali C45.
CE pow. 0,45, do 0,63
Podatność tej stali do pęknięć w SWC (Strefie Wpływu Ciepła) zależna jest znacznie od warunków spawanie, podgrzewania do spawania, energii liniowej, odpuszczania po spawaniu.
Jak by nie patrzeć, spawanie jest utrudnione, należy podgrzewać pow. 200 st. C (im grubszy materiał, tym jeszcze wyżej).
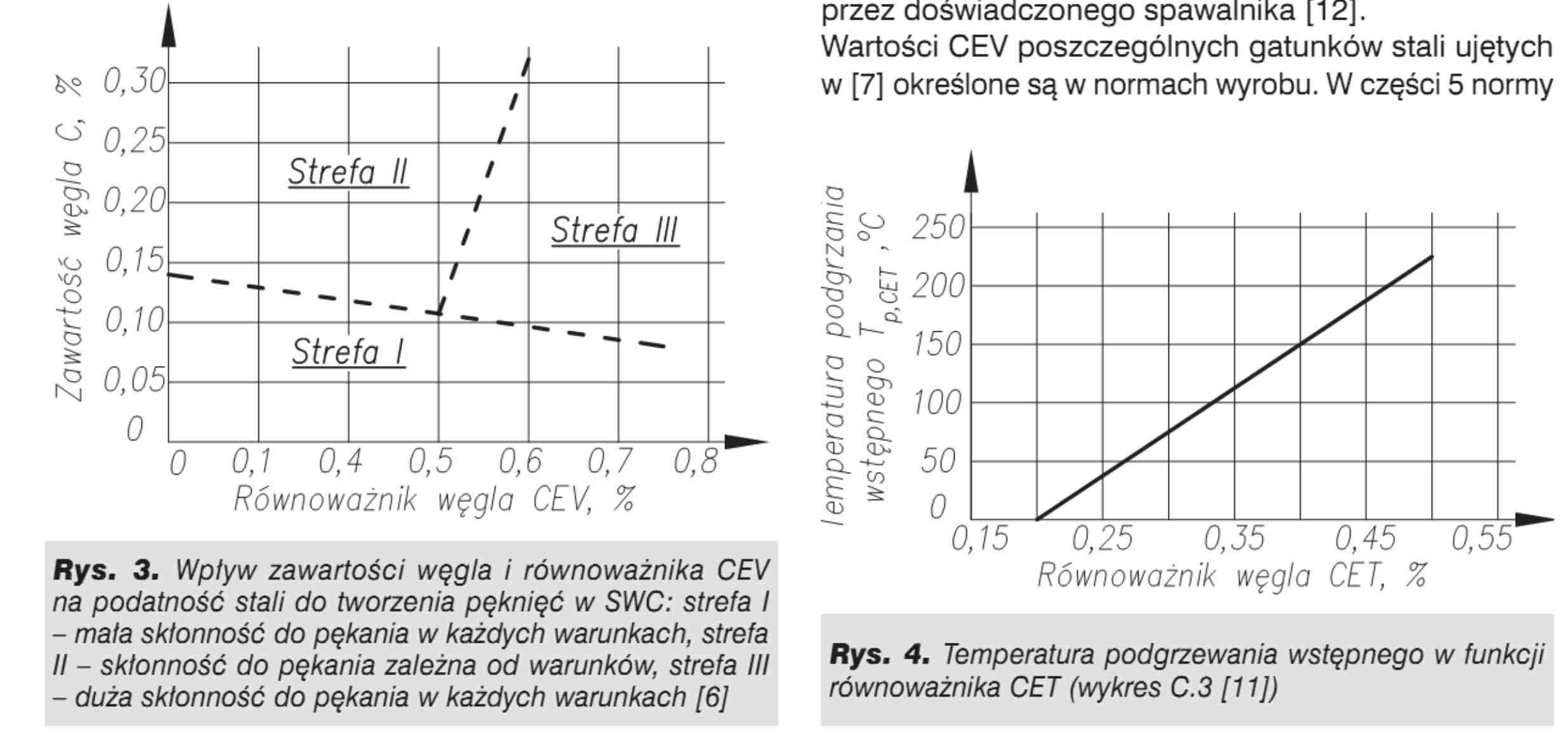
Rys. 1 Wpływ zawartości węgla i równoważnika CEV na podatność stali do tworzenia pęknięć w SWC. Temperatura podgrzewania wstępnego w funkcji
równoważnika CET [2]
Czyli po spawaniu mamy w SWC nieznaną twardość, nieznaną udarność. Do tego należy podgrzewać ZAWSZE do spawania i odpuszczać po spawaniu. Wysoko odpuszczać!
Spawanie stall S355J2
Spawalniczy Równoważnik Węgla dla tej stali Ce <0,45% gwarantuje twardość w SWC poniżej 350HV (to takie kryterium spawalności, jak jest poniżej 350HV jest dobrze), bez specjalnych zabiegów przed czy po spawaniu. Dopiero przy spawaniu blach o grubości pow. 40mm należy podgrzewać przed spawaniem. Czyli spawanie S355 to bułka z masłem dla każdego spawacza.
Mała niespodzianka dla Polaków: od dłuższego czasu dużo rzeczy produkowanych i sprzedawanych w UE powinno mieć znaczek CE. Do tej grupy należą też stalowe konstrukcje spawane: płoty, schody, bramy, ogrodzenia, hale, itd. WSZYSTKO co jest spawane ze stali! By wytwórca mógł deklarować zgodność w normami europejskimi (deklaracja CE) powinien mieć wdrożoną u się normę EN 1090, w zakresie zależnym od produkowanego asortymentu. By takową normę wdrożyć należy kwalifikować technologię spawania tworząc tzw. WPQR. To takie potwierdzenie, że zakład potrafi spawać dany materiał, danym materiałem dodatkowym (elektroda, drut spawalniczy), wg podanych warunków (temp. otoczenia, prąd spawania, napięcie spawania, energia liniowa itd). Brzmi skomplikowanie, ale robią to wszyscy którzy wprowadzają EN 1090.
Stal S355 to podstawowy gatunek do tworzenia konstrukcji, KAŻDY ma WPQR na spawanie stali S355. I zapłacił za stworzenie takiego WPQR min. kilka tysięcy.
A teraz dostajecie dokumentację, w której PAN konstruktor/projektant założył zastosowanie stali C45i jej spawanie ze stalą S355. To wbrew pozorom bardzo częsty przypadek.
Więc wykonawca dla pospawania kilku/kilkudziesięciu kilogramów stali C45 wydaje na stworzenie WPQR kilka tysięcy, robi to min. tydzień. Oczywiście przerzuci koszty na zamawiającego, dlaczego nie?
Jeśli projektant wymarzy sobie jeszcze stal np. S460M (walcowaną termomechanicznie), lub S690QL (ulepszoną cieplnie), to często wymagania jakie należy spełnić by odpuścić SWC w C45 są sprzeczne z warunkami obróbki cieplnej wymienionych stali. Po prostu stal C45 należy wyżarzyć w temperaturze wyżej, niż dopuszczalna dla tych stali. I znowu problem.
Dochodzi jeszcze mały kwiatek: często w dokumentacji technicznej nie jest podany stan dostawy stali C45. Jeśli nie jest podany, można zastosować dowolny, choćby surowy (po walcowaniu, przy nieustalonym chłodzeniu, najgorszy z możliwych!). Jeśli nawet ktoś wpisze: stan ulepszony cieplnie, to nie poda twardości czy Re, bo po co? Handlowiec na etacie u wykonawcy zakupi na pewno najtańszą opcję! Czyli raczej nie najlepszą…
Dla mnie stosowanie stali C45 w konstrukcjach spawanych to same problemy, żadnych korzyści. Wytrzymałość podobna do stali S355 czy S460, udarność ZAWSZE niższa, ZAWSZE problemy ze spawaniem. Jeśli trzeba pospawać jakąś część o zwiększonej twardości czy odporności na ścieranie jest wiele stali o równoważniku węgla CE niższym od stali C45, hartujących się na twardości pow. 40HRC, o mniejszej skłonności do pęknięć w SWC. A jeśli już trzeba dużą twardość, nawet już tą stal C45 zastosować (bo tak), to proponuję tak projektować konstrukcję by stal C45 hartowana była skręcana/składana.
Literatura:
1. http://metalravne.com
2. Piotr Kozioł, Piotr Organek: Ocena spawalności stali konstrukcyjnych, Przegląd Budowlany 1/2015
3. EN 1090-1
4. EN-1090-2
5. Edmund Tasak, Aneta Ziewiec: Spawalność Materiałów Konstrukcyjnych, Kraków 2009