
Kupowanie stali na: mosty dla Pana Starosty, dźwigi, suwnice jest proste.
Zamawiamy stal wg normy i dostajemy wyrób gotowy o sprawdzonych i potwierdzonych świadectwem (najczęściej 3.1) własnościach mechanicznych:
Rm, Re, wydłużenie, przewężenie (jak się boimy pęknięć lamelarnych), udarność w danej temperaturze, grubości w danej tolerancji, płaskości, skrośności itd.
A jeśli to za mało, żądamy więcej: większej udarności, większego przewężenia (bez zmiany Re stali).
Jest taka norma:
PN-EN 10204: 2006 Wyroby metalowe. Rodzaje dokumentów kontroli.
Podaje ona min. następujące typy świadectw odbioru: 2.2 i 3.1.
Tu pozwolę sobie cytować:
„Dokumenty kontroli oparte na kontroli wewnętrznej: (…)
Atest „rodzaj 2.2” – Dokument, w którym stwierdza się, że dostarczone wyroby są zgodne z wymaganiami podanymi w zamówieniu (przez wymagania podane w zamówieniu rozumie się wymagania uzgodnione i potwierdzone przy zamówieniu) i przedstawia wyniki badań uzyskane podczas kontroli wewnętrznej wyrobów.”
„Dokumenty kontroli oparte na kontroli odbiorczej:
Świadectwo odbioru 3.1 „rodzaj 3.1” – Dokument wystawiony przez wytwórcę, w którym stwierdza on, że dostarczone wyroby są zgodne z wymaganiami podanymi w zamówieniu ( przez wymagania podane w zamówieniu rozumie się wymagania uzgodnione i potwierdzone przy zamówieniu) i podaje wyniki badań.
Partia do badań i badania, jakie należy wykonać, są określone w specyfikacji wyrobu, przepisach urzędowych i odpowiednich przepisach technicznych i/lub w zamówieniu.
Dokument potwierdza upoważniony przedstawiciel kontroli wytwórcy, niezależny od wydziału produkcyjnego.
Dopuszcza się, by wytwórca przytoczył w świadectwie odbioru 3.1 odpowiednie wyniki badań uzyskane podczas kontroli odbiorczej materiałów wsadowych nieprzetworzonych lub wstępnie przetworzonych, pod warunkiem, że wytwórca przestrzega procedur identyfikowalności i może dostarczyć odpowiednie wymagane dokumenty kontroli.”
Aaaa chcąc wykonać odpowiedzialne narzędzie ze stali narzędziowej jak kupujemy stal?
Kupujemy półprodukt, o nieznanych końcowych własnościach po obróbce cieplnej.
Mamy jednak pewne możliwości wymagania pewnych własności, które jeśli zostaną spełnione, istnieje duże prawdopodobieństwo, ze narzędzie będzie spełniało postawione mu wymagania.
Opis tego czego możemy żądać:
0. Grubość, wielkość formatki, skrośność, płaskość, falistość itd.
Też jest opisane to wszystko normą, kupując stal 4mm najczęściej kupujemy stal od 4,1 do 4,3mm najczęściej (huta sprzedaje stal na kg przecież).
Nie mam aktualnej normy na te własności niestety, ale należy pamiętać, że czasem kupując blaszkę 1000×2000 kupimy:
trapez z wpisanym kwadratem 1000×2000
pofalowany
o różnej grubości wewnątrz i na zewnątrz arkusza
itd.
1. Stan powierzchni
Stale przemysłowo obrabia się w piecach przepychowych (długich na 100 czy 300 metrów) najczęściej opalanych paliwami (gaz, olej).
Stad też po pełnej obróbce cieplnej na powierzchni występują tlenki przeróżne.
Stal do dalszej obróbki (cięcie, frezowanie, toczenie) skrawaniem powinna być trawiona, czyli z chemicznie usuniętymi tlenkami z powierzchni.
2. Grubość warstwy odwęglonej.
Bardzo trudno jest nie odwęglić stal w hucie, szczególnie wysokowęglową. Odwęglenie na powierzchni = inny gatunek stali na powierzchni, z założenia do usunięcia = strata na materiale.
Ale jak się postarać, da się.
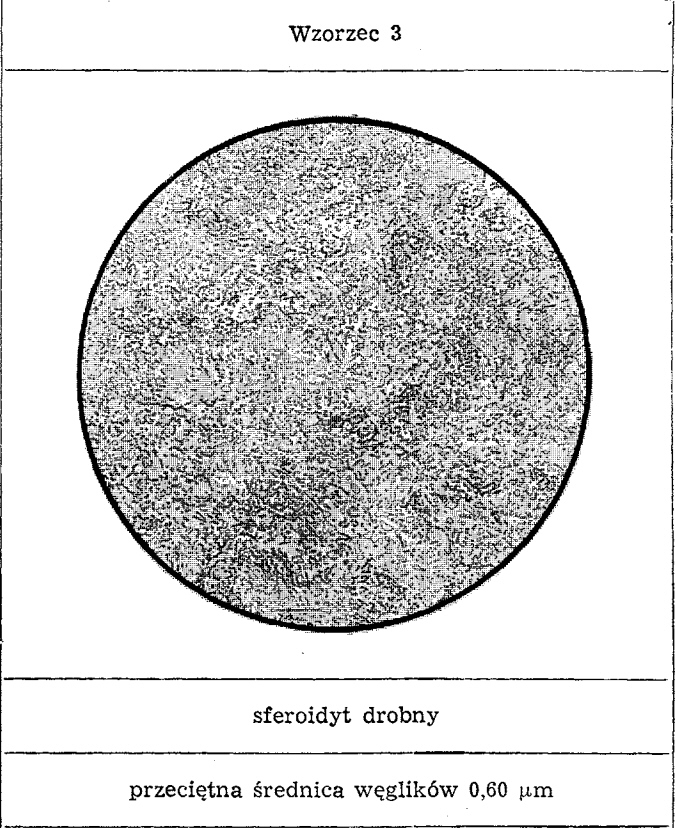
3. Sferoidyzacja
Stal może być:
– niesferoidyzowana
– sferoidyzowana.
Stal niesferoidyzowana to stal mająca w swej strukturze płytki perlitu. Jednak, ponieważ lepsze własności zapewnia struktura sferoidyzowana, jest ona standardem w stalach narzędziowych w stanie dostawy.
Stal sferoidyzowana to stal o wyjściowej strukturze perlitycznej poddana specjalnej obróbce cieplnej po której węgliki występują nie w formie płytek (jak w perlicie), tylko w formie kulek, sferoidydów.
Kluki (sfery) mogą być grube, ale wtedy podczas austenityzowania powoli się rozpuszczają, ponadto grube kulki=mało kulek (przy tej samej masie węglików małe sfery=dużo sfer) mają wady podstawowe:
– powoli się rozpuszczają podczas austenityzowania,
– nie stanowią wystarczającej ochrony przed rozrostem ziarn.
Stąd też, lepszy sferoidyt drobnoziarnisty w stalach narzędziowych.
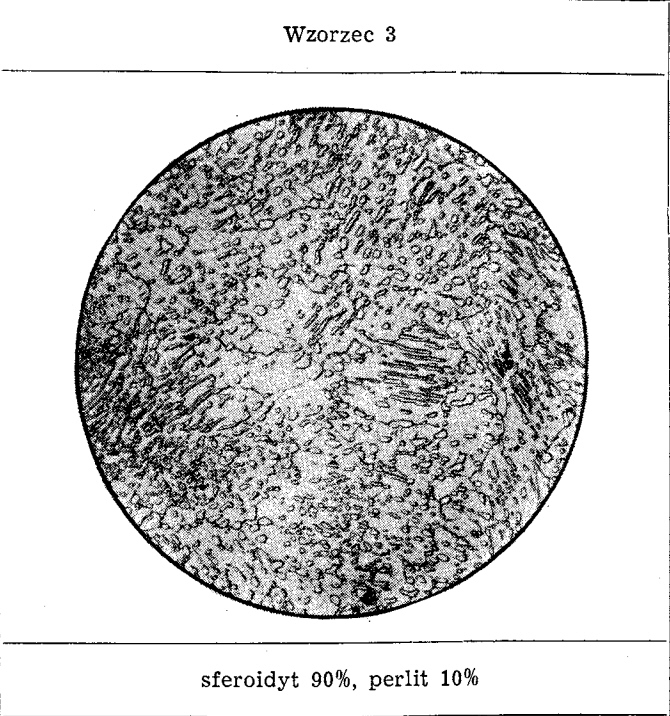
Udział perlitu w sferoidycie: im więcej perlitu tym gorsze własności po hartowaniu.
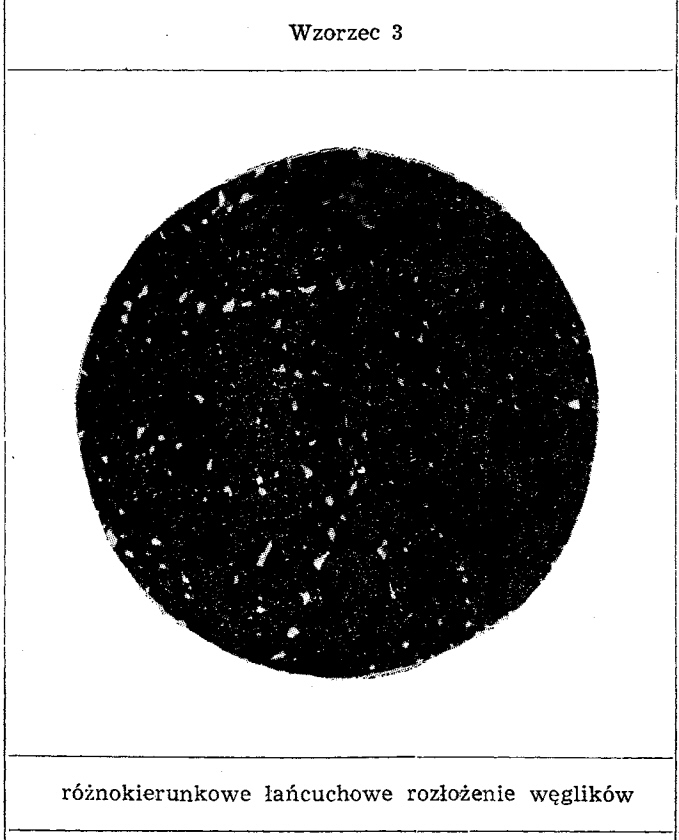
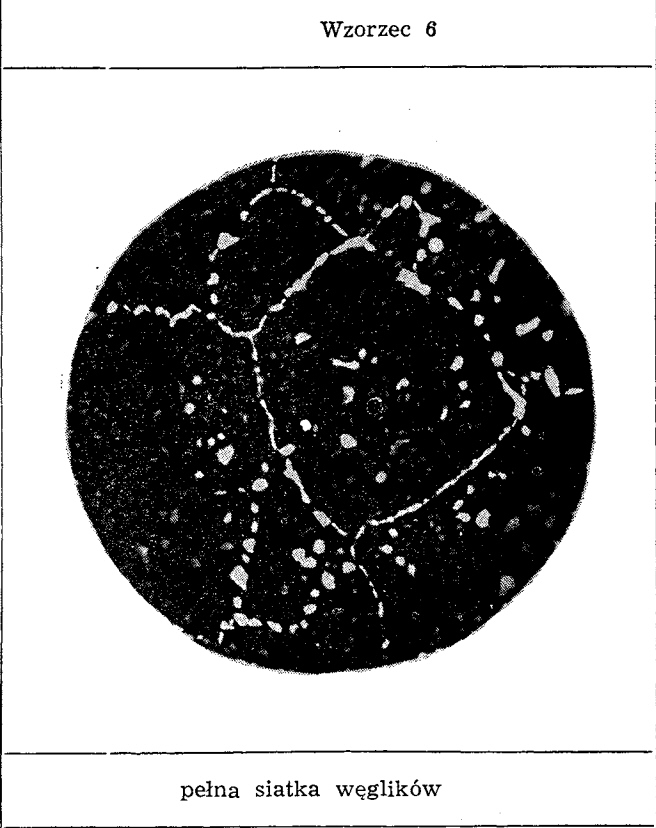
4. Siatka węglików w stalach nadeutektoidalnych
Stale nadeutektoidalne są skłonne do występowania siatki węglików po granicach ziarn. Siatka taka otacza (w najgorszym przypadku) całkowicie całe ziarno (wszystkie z osobna) cienką, twardą i KRUCHĄ błonką węglików.
Dlatego siatka taka jest szkodliwa w stalach i niepożądana. Ponadto trudno jest ją usunąć obróbką cieplną, bez utraty innych ważnych własności (tu wymienionych).
Wymaga się więc braku tej siatki, lub najmniej ciągłej.
4. 1 Siatka węglików ledeburytycznych
Stale ledeburytyczne po odlaniu do wlewnic mają w swej strukturze siatkę węglików ledeburytycznych, często wyglądającą jak rybi szkielet.
To też jest twór twardy i kruchy, bardzo zwiększa skłonność stali ledeburytycznych do pękania.
Od producenta (huty) zależy jak bardzo uda się rozbić tą wadę. Da się to zrobić TYLKO poprawnie przeprowadzona przeróbka plastyczną na gorąco – kuciem.
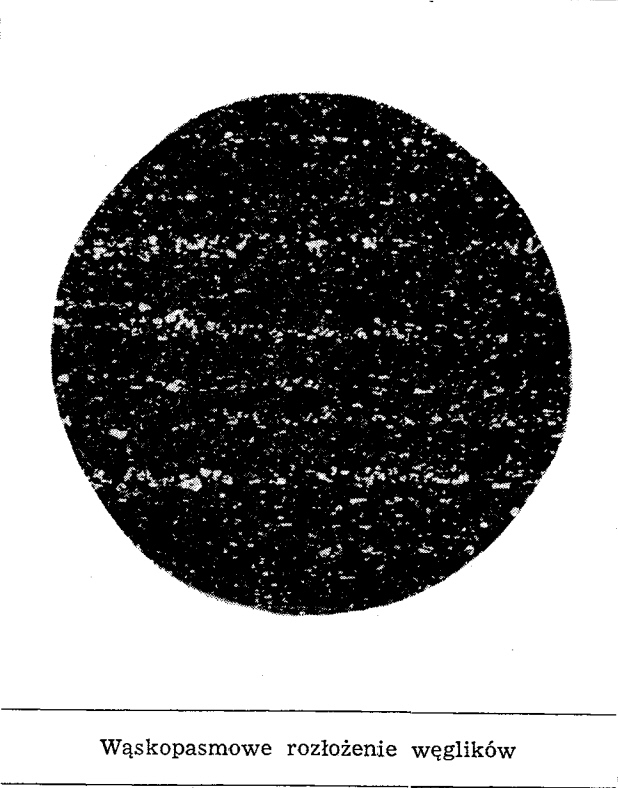
Rozłożenie i pasmowość węglików stale nadeutektoidalne (Rząd A)
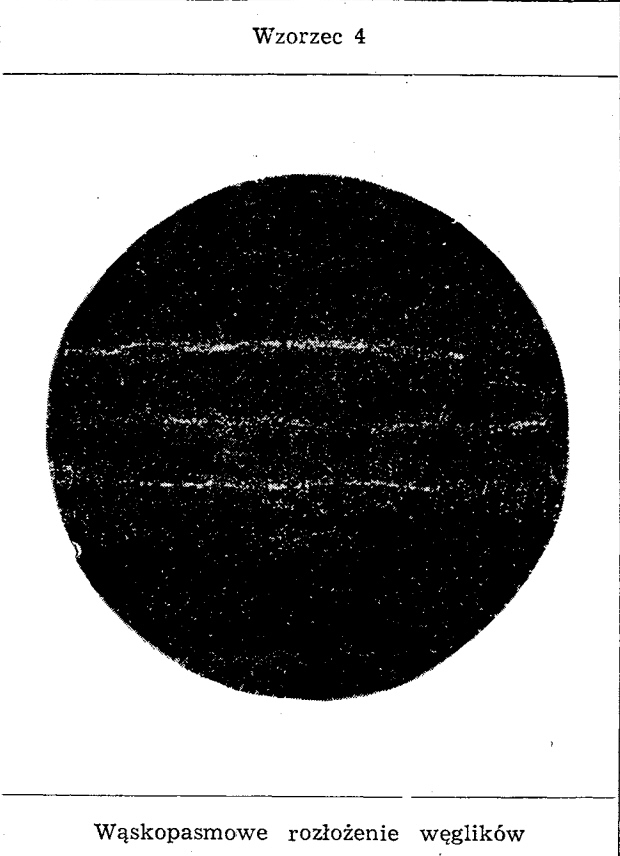
Rozłożenie i pasmowość węglików stale ledeburytyczne (Rząd B)
5. Przełom w stanie zahartowanym.
Pomimo dostępu do bardziej skomplikowanych metod sprawdzania własności stali, ocena przełomu dalej daje szybką i dość pewną ocenę własności stali.
Jeśli przełom jest „jedwabisty”, „porcelanowy” (proszę zniszczyć talerzyk porcelanowy, ma właśnie taki przełom), bez płatków śnieżnych, wtrąceń niemetalicznych, rozwarstwień: stal jest dobrej jakości.
6. Ziarno w stanie zahartowanym.
Ponieważ stale narzędziowe o to najczęściej stale nadeutektoidalne, ujawnianie w nich granic ziarn jest dość kłopotliwe. ALE DA SIĘ.
Można sprawdzać wielkość ziarn w stali dla:
– stali po obróbce cieplnej zalecanej wg normy dla danego gatunku: ujawnianie byłych granic ziarn austenitu
Ciekawe metody to:
Metoda „Bacheta-Beaujarda”, stosuje się ją do próbek o mikrostrukturze martenzytycznej:
czyli możemy ją wykorzystać do próbek stali z huty, zahartowanych wg wytycznych normy dla danej stali.
Metoda „Kohna” kontrolowanego utleniania, stosuje się do próbek obrabianych cieplnie wg normy, następnie krótko utlenia się w powietrzu w czasie 10-15s.
Metoda „McQuaida-Ehne” nawęglania w temperaturze 925st. C. Niby to metoda stosowania przy stalach do nawęglania np. 18HGT. Tak, ale norma dopuszcza tzw. nawęglanie pozorne, czyli bez atmosfery do nawęglania, tylko z powolnym chłodzeniem, by zdążyła wydzielić się siatka węglików po granicach ziarn.
Metoda z przemianą bainityczną lub z chłodzeniem częściowym, stosuje się do stali o zawartości węgla pow. 0,7^ masowych.
Czyli metody przygotowania są znane i znormalizowane:
Żądanie podania wielkości ziarna od wykonawcy nie jest jakimś kosmicznym wymaganiem, da się to przeprowadzić praktycznie w każdym laboratorium metalograficznym.
Sposobów na policzenie ziarenek jest też kilka, robią to studenci na 2 roku studiów.
7. Twardość w stanie zmiękczonym.
Stal poprawnie sferoidyzowana, odpowiednio przygotowana do dalszej obróbki cieplnej ma pewną twardość (podaną w HB).
Okazuje się, że powyżej pewnej twardości w stanie wyjściowym (z huty), sferoidyzowanym stal ma twardość określoną pewnym max.
Po przekroczeniu tej maksymalnej twardości (podanej w normie dla danej stali) wzrasta ilość perlitu w sferoidycie, stal osiąga gorsze własności po hartowaniu.
8. Tolerancja grubości.
Stal kupuje się na kg. Czyli huta nie jest zainteresowania by stal 4mm miała grubość 4mm lub mniejszą.
Dlatego często stal o grubości nominalnej 4mm może mieć grubość od 4,1 do 4,3mm.
Im mniejsza tolerancja w minusie tym większe koszty wytworzenia (walcowania kosztuje).
Im mniejszy zakres tolerancji tym większe koszty wytworzenia (trzeba częściej regenerować walce).
9. Pofalowane krawędzie
Krawędzie blach po walcowaniu są pofalowane, stąd konieczność obcinania brzegów stali – pofalowane paski nadają sie tylko na złom.
Zdarza się, że producent wypuszcza krawędzie pofalowane, by zmniejszyć koszty produkcji.
Przypadek pierwszy:
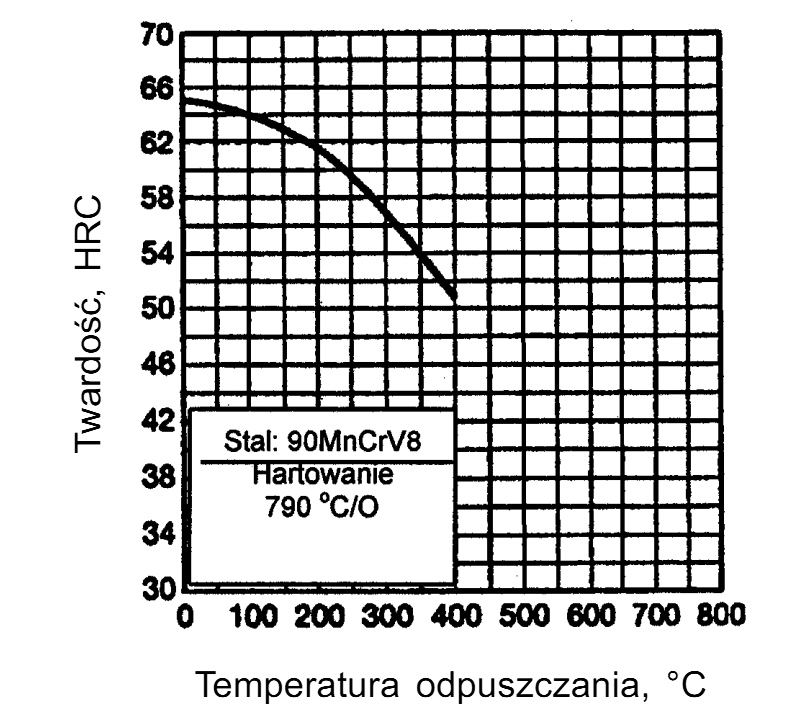
Kupujemy stal NMWV (90MnCrV8 wg PN-EN-ISO 4957:2004)
0. Wielkość formatek 2x2000x1000
1. Powierzchnia trawiona
2. Grubość warstwy odwęglonej max. 0,3mm
3. Sferoidyt drobny: wzorzec nr 3 (PN-66/H-04505), udział perlitu w sferoidycie: wzorzec nr 3, max 10%
4. Siatka węglików: wzorzec nr 3 (PN-66/H-04505)
Rozłożenie i pasmowość węglików: wzorzec nr 3 (rząd A)
5. Przełom w stanie zahartowanym: jednorodny o wyglądzie porcelanowym,
bez płatków śnieżnych, rozwarstwień i wtrąceń niemetalicznych widocznych
gołym okiem.
5.1. Przełom w stanie niezahartowanym: jednorodny i drobnoziarnisty, nie powinien wykazywać pęknięć, rozwarstwień i wtrąceń niemetalicznych widocznych nieuzbrojonym okiem.
Wielkość ziarna stwierdzona na przełomie nie powinna być większa niż na wzorcu nr 5 skali wzorców zgodnie z PN-66/H-04515
6. Ziarno w stanie zahartowanym nie większe niż: 8 (PN EN ISO 643:2003)
Czyli średnio 2048 ziarenek na mm2 :).
7. Twardość w stanie zmiękczonym max. 229HB, twardość min. po hartowaniu 60HRC (wg PN-EN-ISO 4957:2004)
8. Tolerancja grubości: -0mm, +0,2mm
9. Krawędzie proste, niepofalowane.
Przypadek drugi:
Kupujemy stal NC11LV (X153CrMoV12 wg PN-EN-ISO 4957:2004):
0. Wielkość formatek 2x2000x1000
1. Powierzchnia trawiona
2. Grubość warstwy odwęglonej max. 0,3mm
3. Sferoidyt drobny: wzorzec nr 3 (PN-66/H-04505), udział perlitu w sferoidycie: wzorzec nr 3, max 10%
4. Rozłożenie i pasmowość węglików: wzorzec nr 3 (rząd B)
5. Przełom w stanie zahartowanym: jednorodny o wyglądzie porcelanowym,
bez płatków śnieżnych, rozwarstwień i wtrąceń niemetalicznych widocznych
gołym okiem.
5.1. Przełom w stanie niezahartowanym: jednorodny i drobnoziarnisty, nie powinien wykazywać pęknięć, rozwarstwień i wtrąceń niemetalicznych widocznych nieuzbrojonym okiem.
Wielkość ziarna stwierdzona na przełomie nie powinna być większa niż na wzorcu nr 5 skali wzorców zgodnie z PN-66/H-04515
6. Ziarno w stanie zahartowanym nie większe niż: 9 (PN EN ISO 643:2003)
Czyli średnio 4096 ziarenek na mm2 🙂
7. Twardość w stanie zmiękczonym max. 255HB, twardość min. po hartowaniu 61HRC (wg PN-EN-ISO 4957:2004)
8. Tolerancja grubości: -0mm, +0,2mm
9. Krawędzie proste, niepofalowane.
Przypadek trzeci
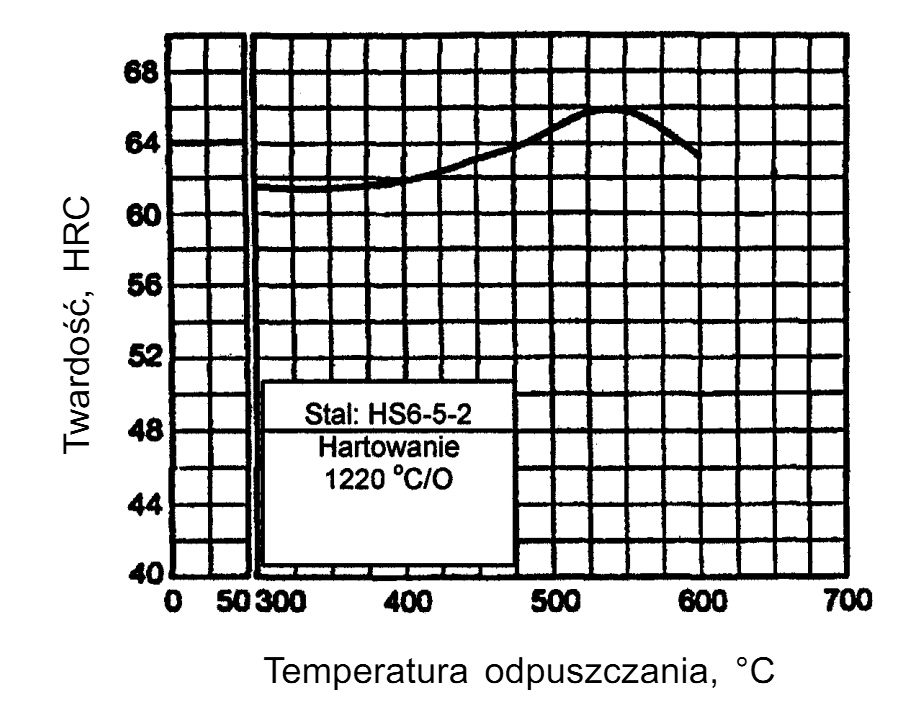
Kupujemy stal SW7M (HS6-5-2 wg PN-EN-ISO 4957:2004):
0. Wielkość formatek 2x2000x1000
1. Powierzchnia trawiona
2. Grubość warstwy odwęglonej max. 0,3mm
3. Sferoidyt drobny: wzorzec nr 3 (PN-66/H-04505), udział perlitu w sferoidycie: wzorzec nr 3, max 10%
4. Rozłożenie i pasmowość węglików: wzorzec nr 3 (rząd B)
5. Przełom w stanie zahartowanym: jednorodny o wyglądzie porcelanowym,
bez płatków śnieżnych, rozwarstwień i wtrąceń niemetalicznych widocznych
gołym okiem.
5.1. Przełom w stanie niezahartowanym: jednorodny i drobnoziarnisty, nie powinien wykazywać pęknięć, rozwarstwień i wtrąceń niemetalicznych widocznych nieuzbrojonym okiem.
Wielkość ziarna stwierdzona na przełomie nie powinna być większa niż na wzorcu nr 5 skali wzorców zgodnie z PN-66/H-04515
6. Ziarno w stanie zahartowanym nie większe niż: 12 (PN EN ISO 643:2003)
Jest to stal szybkotnąca i do określania wielkości ziarn w stalach szybkotnacych uzywamy metody Snyder_Graffa 🙂
Czyli średnio 32 768 ziarenek na mm2 !
7. Twardośc w stanie zmiękczonym max. 262HB, twardość min. po hartowaniu 64HRC (wg PN-EN-ISO 4957:2004)
8. Tolerancja grubości: -0mm, +0,2mm
9. Krawędzie proste, niepofalowane.
Oczywiście świadectwo 3.1 wg PN-EN 10204: 2006 też żądamy przy stalach narzędziowych!
Można też żądać max. długości igieł martenzytu. Im mniejsze ziarno w stali, tym krótsze igły martenzytu. Wg PN-66/H-04505

Taaak, se wymyślił, ALE:
Jest taka norma: PN-74-H-84041 Stal na łożyska toczne (jest nowsza norma, ale leniwy jestem, nie chciało mi się tłumaczyć z angielskiego).
Określa własności stali ŁH15 w półwyrobach, a stal ta jest odpowiednikiem stali NC4 (pod względem składu chemicznego).
– powierzchnia: czysta i gładka,
– głębokość odwęglenia max. 0,25mm przy średnicy 5-15mm, dla prętów gorącowalcowanych,
– twardość w stanie wyżarzonym na sferoidyt kulkowy 170-207HB,
– „Przełom stali w stanie dostawy powinien być jednorodny i drobnoziarnisty, nie powinien wykazywać pęknięć, rozwarstwień i wtrąceń niemetalicznych widocznych nieuzbrojonym okiem. Wielkość ziarna stwierdzona na przełomie nie powinna być większa niż na wzorcu nr 3 skali wzorców zgodnie z PN-66/H-04515”
– „Przełom stali w stanie hartowanym powinien być jednorodny o wyglądzie porcelanowym bez płatków śnieżnych, rozwarstwień i wtrąceń niemetalicznych widocznych nieuzbrojonym okiem. Wielkość ziarna stwierdzona na przełomie nie powinna być większa niż na wzorcu 7 wg skali wzorców zgodnie z PN-66/H-04515”
– sferoidyt cementyt kulkowy: dla prętów o średnicy 30mm dopuszczalne numery wzorców wg skali w załączniku 3: 1,2,3,4,5,7
– siatka węglików: dopuszczalna pozostałość siatki węglików nie może przekraczać wzorca 3.
– segregacja węglików: pręty walcowane i wyżarzone na sferoidyt, do 63mm, max numer wzorca nr 2 wg załącznika 5,
– pasmowość węglików: do 63mm, dla wyrobów przeznaczonych do przeróbki plastycznej na gorąco wzorzec nr 3,
Tak więc huty mają to na co dzień, nie jest to mój wymysł.
To jak zamawiamy stal wg norm krajowych:
nawet możemy oczekwiać, że stal po danym hartowaniu i podpuszczaniu będzie miała oczekiwaną twardość:

A teraz co się dzieje, jak kupujemy stal wg normy zakładowej?
Ano nic, przecież norma zakładowa nie jest związana z normami krajowymi, dane podane w broszurze dla danej stali to też tylko deklaracja.
Tak więc zamawiając blaszkę NC11LV, X153CrMoV12 możemy wymagać.
Zamawiając blaszkę K110 możemy wymagać? Okazuje się, że tak, też możemy wymagać:
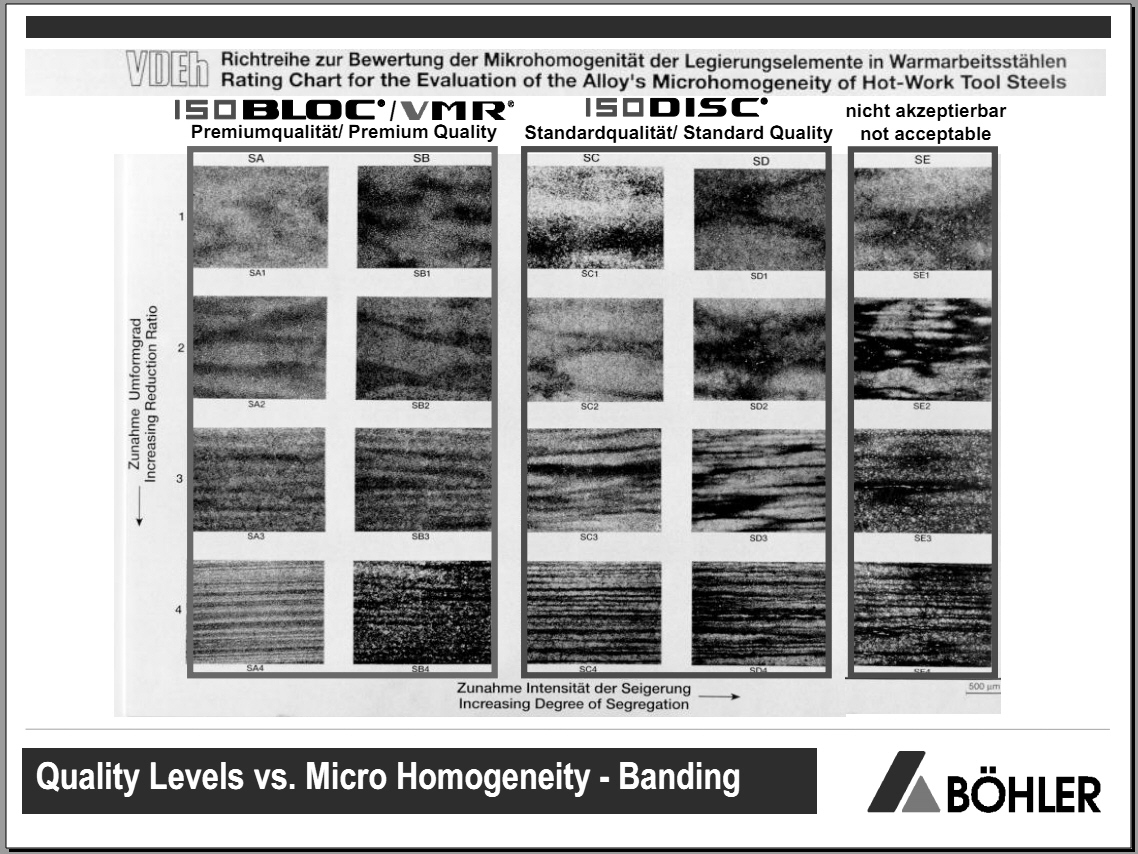
pasmowość węglikow BOHLER
Przecież huta wie o tym:
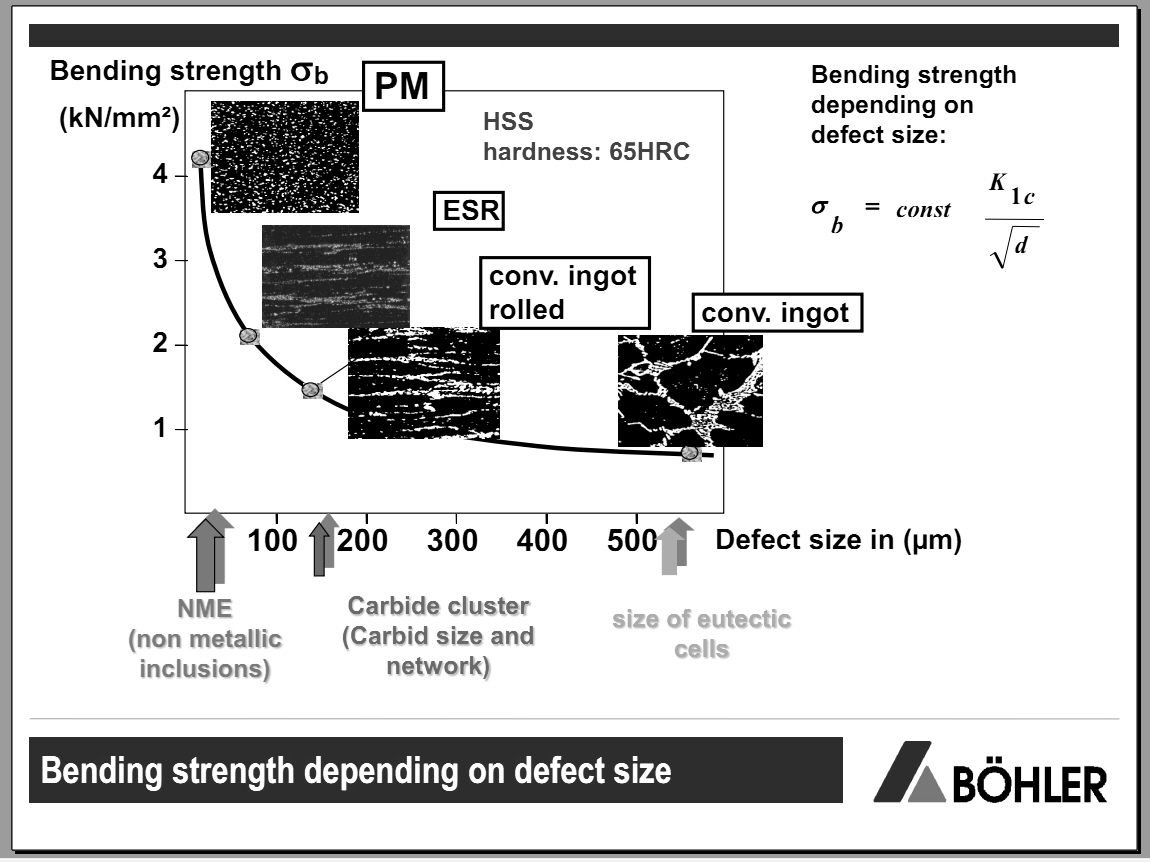
Stale HS wg Bohler
Pewnie można też żądać więcej, ale:
nie mam dostępu do norm zakładowych np. BOHLERA
nie zamawiam ostatnio zbyt dużo stali narzędziowych.
A co dostajemy?
Stal K110 bez podania składu chemicznego: bo nie znamy tolerancji składu chemicznego dla normy zakładowej przy stali K110.
I koniec, żadnych innych danych nie dostajemy. A jak detal puknie po obróbce skrawaniem, obróbce cieplnej i szlifowaniu? Nic, producent stwierdzi: zła obróbka, my daliśmy stal o odpowiednich własnościach (ale jakich?)
Ot rzeczywistość…
Pewnie są nowsze wersje norm, z jakich korzystałem. Ale te normy miałem pod ręką.
Literatura:
1. PN EN ISO 643:2003 Stal, Mikrograficzne określanie wielkości ziarna.
2. PN-66/H-04505 Mikrostruktura stalowych wyrobów hutniczych, wzorce i oznaczenia
3. PN-EN-ISO 4957:2004 Stale narzędziowe
4. PN-60/H-04509 Próba przełomu niebieskiego
5. PN-74/H-84041 Stal na łożyska toczne
6. PN-86/H-92139 Stal narzędziowa stopowa. Blachy grube i cienkie.
7. http://www.stalenierdzewne.pl/porady-ekperta/jakie-s%C4%85-warunki-uzyskania-certyfikatu-31b-zgodnie-z-norma-en10204-dla-stali-nierdzew
8. 05 PM steels and HSS 2012 english.pdf broszura BOHLER
9. 07 Hot work tool steels 2012.pdf broszura BOHLER
Zależnośc twardości od temperatury odpuszczania.